
Abstract
Automated manufacturing of composite parts based on prepreg material is receiving increased interest with the rising use of composite materials for high-performance applications. The two main automation alternatives for prepreg layup, automated tape layup and fiber placement, are not cost-effective for all types of products, and manual labor is common for the manufacturing of complex parts in low manufacturing volumes. Alternatives to the two dominant automation solutions have been pursued, but so far these have had a limited impact in industrial applications. This paper presents four different solutions for automated layup of prepreg plies to flat laminates that can be formed in a subsequent forming process, which decrease the system complexity. The solutions target products where the layup of flat laminates today is done manually due to technical limitations or cost considerations. The layup solutions must manage challenges caused by material properties such as low material rigidity and tack, and be able to handle a high number of ply shapes. All four solutions are designed for prepreg that is covered with a stiff backing paper. The aim of the paper is to analyze and compare the four solutions. It can be concluded that the most versatile solution is a dual-arm robot equipped with simple end effectors. The dual-arm solution presents a possibility to control the pick-up and lay-down motions that make peeling motions possible, which is advantageous when picking material that has tacked to the pickup surface.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the increased use of carbon fiber reinforced plastic (CFRP) in the aerospace sector follows a natural quest for more rational manufacturing processes. In aerospace applications, a common form of material for the manufacturing of composite structures is prepreg, i.e. fibers pre-impregnated with thermoset resin. Composite manufacturing using prepreg is dominated by two technologies for automated layup: automated tape layup (ATL), which deposits wide prepreg tape onto a mold, and automated fiber placement (AFP), which deposits several narrower tapes at the same time. In aerospace applications there are however many parts like ribs, spars and brackets that are too small or have too complex a shape to be efficiently manufactured using ATL or AFP [1]. Geometrical features like double curvature, tight corners and steep ramps are challenging for ATL and AFP [2], and small parts are difficult to realize due to the minimal course length [3]. ATL and AFP require high-cost capital equipment as well as expensive materials [4], and the possible productivity of a machine is much dependent on the size and complexity of the manufactured part. Small parts require a lot of machine starting and stopping that yields low productivity [5]. As an alternative to ATL and AFP, automated “pick and place” systems have been presented. These systems pick prepreg plies, cut from a wide roll of material, and place them onto flat layup surfaces or contoured molds. Although less expensive than AFP and ATL, implementation of pick and place systems has so far been unsuccessful in industry, and there are no commercially available alternatives to ATL and AFP for automated composite manufacturing [6]. The reason for the lack of industrial implementation has not been sufficiently investigated, but published results in the field of automated prepreg handling indicate that projects aim to automate layup onto contoured molds [7,8,9,10,11]. This, together with Elkington’s [12] conclusion that layup of prepreg on a contoured mold is probably too complex to be automated using existing technologies, may indicate that the problem needs to be deconstructed in order to create truly efficient systems. As a result, manual manufacturing methods are commonly employed to manufacture products with complex shapes and products with low manufacturing volumes. In manual operations, 40–60% of the manufacturing cost can be associated with the cutting and handling of prepreg plies [13].
Instead of placing plies directly on the contoured mold it is in some cases possible to decouple layup and forming into a two-step process where a flat laminate is laid up and then formed using vacuum forming, hot drape forming or sequential forming techniques. This simplifies the layup process and the design of the automated solution while still reducing a substantial amount of the manual labor otherwise employed. Working with industrial partners from the Swedish aerospace industry, a number of products for example, ribs and different forms of beams, where this two-step process is used have been identified.
The flat laminates can be laid up using ATL, AFP or pick and place systems. However, there are cases where ATL and AFP cannot be used due to technical limitations. There are also cases where it is technically feasible to lay up a laminate using ATL or AFP, but where these two technologies are unsuitable from an economic standpoint because the geometry of the laminate yields a low productivity for ATL or AFP layup. Due to the lack of alternatives for automated layup using pick and place systems, manual layup of laminates is a common approach in these cases.
1.1 Objective and aim
This paper presents four cases where four different solutions have been designed to pick cut plies from a flat storage area and stack them to a flat laminate ready for forming. The four solutions have been developed as part of three different research projects. The aim for each research project has been to develop cost-effective manufacturing cells for the general process outlined in Fig. 1. The objective, shared by the four solutions, is to provide automated alternatives for the layup of laminates that meet the quality standards that apply for manual layup of similar products, and that can match the manual layup rate. The research projects have been carried out in collaboration with industrial partners in the aerospace industry, who have provided the industrial cases for the research projects. Therefore, the solutions have been developed for different products with different ply books.

Outline of the manufacturing process, with decoupled layup and forming, that the four presented solutions are developed for
The aim of the paper is to compare the solutions and highlight the benefits and drawbacks of different approaches to handling prepreg, and to relate these to the specific challenges encountered in automated prepreg handling in aerospace manufacturing. The challenges and requirements for the four systems are presented in Sect. 2.
2 Challenges and requirements
In order for the four systems to be successful, they must manage the challenges and requirements outlined below:
-
Material properties of prepreg are challenging. Unidirectional (UD) prepreg is highly anisotropic and has a low structural rigidity, and the prepreg tack (i.e. the stickiness of the material) is a major challenge [8, 14].
-
High-quality requirements must be met, especially for systems targeting the aerospace industry. There are requirements on contamination-free handling, positional accuracy of placed plies, requirements for gap/overlap, fiber angles, wrinkles and other deformations [7, 13,14,15,16,17].
-
The systems must be designed to handle a multitude of ply shapes and sizes [14].
-
The automation solutions should be suitable for low and medium production volumes.
-
The systems must be designed to work with the process for automated backing paper removal, as presented in Sect. 2.2.
2.1 Quality requirements
Detailed quality requirements on a flat laminate might differ slightly depending the application and the customer of the final product. However, the four solutions for automated layup are designed to comply with the following quality requirements. No overlap between adjacent plies are allowed and the maximum gap between plies is approximately 2.5 mm. The tolerances for fiber angle deviations are generally ±3° on short distances and ±2° on distances over circa 300 mm. Out-of-plane wrinkles are not allowed, but a certain waviness, that is less than one ply thick, can be accepted. The manufacturing process is not allowed to add any foreign objects to the laminate or to contaminate the prepreg material. For example, pieces of backing paper must not be left in the laminate.
2.2 Backing paper removal
The four presented solutions are designed to handle unidirectional aerospace-grade prepreg containing carbon fibers impregnated with epoxy resin, and with one side protected by a stiff backing paper and the other side uncovered. The low rigidity of UD prepreg as well as the tack are particular challenges to address when designing systems for automated prepreg handling. Buckingham and Newell [8] point out that keeping the backing paper during handling improves the rigidity of the handled material as well as protects the prepreg from contamination. Lifting the prepreg with the protective backing paper attached also provides a contact surface that does not stick to the grippers. However, keeping the backing paper introduces the need for an automated removal system. In the four cases below, the backing paper is removed using a process more thoroughly described in [18]. The main steps in the process are:
-
1.
Pick up a cut prepreg ply from the cutting surface with the backing paper facing upwards.
-
2.
Initiate a separation between the prepreg and the backing paper by bending one corner of the ply using external equipment.
-
3.
Place the prepreg ply on the laminate and consolidate the ply so that it sticks to the layup surface or to the previously placed plies.
-
4.
Lift the backing paper at the corner where the paper and prepreg are separated in Step 2. A vacuum cup lifts the paper and a mechanical clamp locks it in place.
-
5.
Remove the backing paper in a peeling motion.
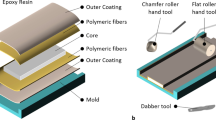
The second process step affects the possible design of the end effectors used for the handling of the prepreg plies as it requires access to a corner of each ply. The backing paper removal process has been tested in three of the four cases. In Cases 1 and 2, the equipment to grip the backing paper has been integrated in the end effector used during material handling (left in Fig. 2), while in Case 4 the equipment has been designed as a separate end effector, as shown to the right in Fig. 2.

Left gripper for removing backing paper integrated in end effector from Case 2. Right a separate end effector for removal of backing paper from Case 4
3 Pick and place using an end effector with rigid zones (Case 1)
The end effector in Case 1 is developed to handle a limited ply book of 27 different plies, where the smallest ply is approximately 155 × 300 mm2 and the largest is approximately 250 × 430 mm2. Figure 3 illustrates how the shapes of the different plies relate to each other if they are arranged on top of each other. This shows all the ply shapes that the end effector must be able to handle. The different colors of the ply outlines illustrate different fiber orientations (45°, 90° and 135°) and the purple rings show the distribution of the 14 vacuum suction cups.

Illustration showing all the ply shapes that the end effector must be able to handle
The vacuum suction cups are divided into nine zones that can be individually controlled. Several zones are turned on in order to lift a single ply. The distribution of the vacuum cups and the division into zones was made as a tradeoff between as few cups as possible to reduce the complexity of the end effector and the need to provide enough grip and stability to the prepreg during handling.
All vacuum cups are mounted on the same height and they are attached to a rigid bracket, providing a very low level of compliancy and no possibility to alter their positions in operation. The end effector is also equipped with one additional vacuum suction cup and a mechanical clamp that are attached on one of the sides (seen to the right in Fig. 4). This extra gripper is used to remove the backing paper. The total weight of the end effector is 7.3 kg.

End effector with rigid zones (Case 1)
4 Pick and place using an end effector with retractable zones (Case 2)
This case is part of a larger manufacturing cell where the robot used for stacking the flat laminate (with fiber angles of 0°, 45°, 90° and 135°) is also used for the preceding cutting of the prepreg plies. The whole cell is explained in more detail in [19]. The end effector and the robot used for the stacking and handling are shown in Fig. 5.

The end effector used in Case 2
The ply sizes range from approximately 150 × 80 mm2–700 × 300 mm2, and the gripper is designed to handle 11 different plies with fiber angles of 45° and 135°. The vacuum cups are arranged in six retractable zones that can be used separately or in combination to adapt to the current ply shape so that no vacuum cups come in contact with adjacent material during pickup and lay down. In total, 35 vacuum cups mounted on spring levelers are assembled on the end effector. The end effector is V-shaped, with a 90° angle between the two surfaces with the vacuum cups, in order to decrease zone complexity and the need for tool changes. The end effector includes a roller for consolidating the plies in the laminate once they have been placed, and a gripper that is used to remove the backing paper. The weight of the end effector is approximately 39.6 kg.
5 Pick and place using a reconfigurable end effector (Case 3)
The two solutions presented in Cases 3 and 4 are part of the same manufacturing cell, and they have been designed to handle the same plies but use two different end effector designs to do so. In both cases, the end effectors are designed to handle 12 different plies covering the four major fiber directions, 0°, 45°, 90° and 135°. The smallest ply is approximately 300 × 500 mm2, while the largest is circa 400 × 1100 mm2. In addition to handle the 12 plies in the ply book the end effectors in Case 3 and 4 have been developed to allow for changes in the ply book and to be able to accommodate additional plies. In Case 3 a reconfigurable end effector has been designed. The end effector has three rows with three vacuum suction cups on each row. One row has a fixed position, one row can be retracted if it is not in use and one row can be moved linearly and tilted to a desired angle. The width of the movable row can be changed by extending the distance between the two outer suction cups in the row. All nine vacuum cups are mounted on spring levelers. The end effector is shown in Fig. 6.

The end effector used in Case 3
The end effector includes a PLC and servo controllers that control the positions of the movable rows of vacuum cups, as well as turn them on or off. The weight of the end effector is approximately 13 kg. Examples of plies that can be handled using the different positions on the end effector are shown in Fig. 7.

Examples of ply shapes handled by the reconfigurable end effector in Case 3
6 Pick and place using a dual-arm robot (Case 4)
In Case 4, a dual-arm Motoman SDA10 robot is used to handle the same prepreg plies that are described in Case 3. In the manufacturing cell the dual-arm robot is used for both prepreg layup and sequential forming of an Ω-shaped beam. More information about the manufacturing cell and the sequential forming can be found in [20]. For the prepreg handling, the two robot arms are equipped with the same type of end effectors with vacuum cups for holding the prepreg plies, as shown in Fig. 8. They also include rollers for consolidation. The three vacuum cups are mounted on spring levelers and their positions on the end effector are fixed. The robot has a possible payload of 10 kg per arm, and the end effectors weigh approximately 2.7 kg each.

The two end effectors used in Case 4
The solution is designed to grip the plies at the outer edges, and the switch between different ply geometries is realized by changing the relative position and pose between the two robotic arms using standard robot programming. Most robot motions are coordinated motions where one arm is following the other, but for the lay-down sequence and for some pick-up operations, the arms are moved separately. To remove the backing paper, the end effector at one of the arms is exchanged with a gripper using the same design with vacuum cup and mechanical clamp as in the previous cases.
7 Evaluation and comparison
Layup tests confirmed that the solutions in Case 2–4 can fulfill the same quality requirements that apply to manual layup of similar products. For the tests, laminates were laid up using the automated solutions and the quality of each layer in the laminate was visually inspected by an operator with many years experienced in manual prepreg layup. The result was evaluated based on the requirements presented in Sect. 2.1. The main aim in Case 1 was to show proof of concept for the pick and place concept in combination with the automated removal of the backing paper. Therefore, no test series to evaluate the quality of the automated layup was performed in Case 1.
A comparison to highlight the benefits and drawbacks of the four different end effectors is presented in Table 1. Here, complexity denotes design complexity and considers the number of parts, movable parts, etc. Reconfigurability is connected to the ability to handle different ply geometries, and captures the effort needed to expand the end effectors’ capability to handle new ply shapes.
A low reconfigurability means that the end effector needs to be physically rebuilt to incorporate new plies. A reconfigurable end effector makes the solution less sensitive to future changes to the ply book and makes it more capable to manufacture a wider set of products in the manufacturing cell. However, the reconfigurability is often a tradeoff to cost and complexity. Cost is simply the cost of the gripper. The category 3D layup denotes the ability to perform complex motions required for three-dimensional layup or sequential lay down or pickup. It should be noted that the comparison is relative.
The rigid end effector in Case 1 is inexpensive, has few parts but cannot be reconfigured without disassembly and reassembly. The end effector with retractable zones (Case 2) has more parts and movable components, making it more complex and expensive than Case 1. It has to be rebuilt in order to manage more plies than it was designed for. The reconfigurable end effector of Case 3 has a lot of movable parts and a PLC, which increases the complexity. It can be reconfigured (within limits) to incorporate new ply shapes by reprogramming. All of the reprogrammable features however drive cost. The dual-arm solution in Case 4 uses very simple end effectors that themselves have a very low reconfigurability, but with the use of the dual-arm robot, the solution still has the benefits of Case 3 with added degrees of freedom, making the solution score higher on reconfigurability. The end effectors themselves are simple and inexpensive, although the dual-arm robot is more expensive than a regular single arm robot of the same size. The dual-arm solution is the only one of the four solutions where the prepreg plies can be manipulated in 3D, making sequential lay down or pickup possible.
The four cases take different approaches to solve the need for two-dimensional reconfigurability. In Case 1, it is not possible to change the position of the vacuum cups in the end effector during operation. Switching between different ply shapes is realized by turning the vacuum cups on and off. In Case 2, the vacuum cups not corresponding to the current ply are switched off and retracted. This allows picking the ply without touching adjacent material, and at the same time it simplifies access to one corner of the ply in order to separate the prepreg backing paper from the prepreg using external equipment. In Cases 3 and 4, the positions of the grip points are moved so that they match the ply geometry. In Case 3 it is also possible to retract a row of vacuum cups to avoid contact with adjacent material. Eliminating contact with adjacent material is an advantage, since contact with adjacent material during the pickup of a ply brings a risk for affecting the position of adjacent material, and thereby a risk for positional errors of this material once it is laid up.
Expanding the capability of the four end effectors to handle more ply shapes than they were originally designed for requires different levels of rework. Adding new ply shapes that do not match the existing zones of vacuum cups will, in Cases 1 and 2, require a rebuild of the end effector. Considering the retracting function in Case 2, this end effector will be more complex to rebuild than that in Case 1. The end effector in Case 3 can be programmed to allow new plies, but the ability to handle different geometries is limited, since it is only possible to move one row of suction cups in a linear direction and change the width of one row. Adding plies with geometries or sizes far from the ones that the end effector is originally designed for will require substantial redesign of the end effector. In Case 3, an expanded capability for the end effector to manage more ply geometries will lead to a more complex end effector design. The most versatile solution in terms of 2D reconfigurability is the dual-arm system, which relies on simple end effectors whose relative positions are reprogrammed to pick different plies.
None of the four solutions has been specifically designed for three-dimensional layup. However, the ability to move the two robot arms independently in Case 4 allows the solution to adapt to different three-dimensional geometries. This capability also makes sequential lay down possible, as illustrated in Fig. 9. A sequential lay down, where one side is put down before the other, reduces the risk for entrapped air in-between two prepreg layers, especially when handling long plies.

A dual-arm approach makes it is possible to perform a sequential lay down of a ply
A sequential motion can also be used when picking up material. During the tests of the end effector in Case 2 it was difficult to remove the prepreg plies after cutting because the tacky prepreg surface had formed a strong bond with the surface on the cutting table. The same phenomenon was noted in the cell used for Cases 3 and 4, where the laminate was held in place on a vacuum table during the removal of the backing paper. The laminate stuck to the surface of the vacuum table and was difficult to remove. Lifting prepreg plies or laminates that have tacked to a surface straight up, i.e. vertically, has shown to be an unreliable approach. In Case 2, the end effector was moved straight up (perpendicularly) from the cutting surface at low speed and in intervals with short pauses between the movements to allow for the prepreg ply to gradually detach from the surface. It proved to be an unreliable approach as it requires overcoming the adhesive bond between the surface and the whole surface of the ply at once. Some prepreg plies, mostly the large plies, did not detach from the surface. An alternative approach was tested using the dual arm robot: one of the arms started to lift one end of the laminate in a peeling motion, gradually overcoming the adhesive bond between the prepreg laminate and the vacuum table. This was shown to be a more effective approach to remove prepreg that had tacked to a surface.
8 Discussion
The four cases employ two different approaches to grip point distribution. In Cases 1 and 2, the vacuum cups are distributed over the surface of the handled ply. A large number of vacuum cups provides a higher total lift force for the end effector. However, in Cases 1 and 2, the lift force was sometimes not enough to remove prepreg plies that had tacked to a surface. The cause of this was that the vacuum used to hold the ply during cutting, also created a strong bond between the tacky ply and the cutting surface and the longer time that the ply was left before being picked up, the stronger the bond. If the end effector in a solution cannot pick up prepreg that has tacked to a surface, one solution is to change the properties of the surface used during cutting or layup or to use some sort of release function, for example air blasts using compressed air. This however might disturb the position of the ply. Another solution is to cover the side facing down during cutting with a plastic film but this requires yet another automated removal process. The large number of vacuum cups and the distribution of the cups across the entire ply surface, provides good support and fixation of the ply during handling. This makes the end effectors from Cases 1 and 2 interesting solutions for handling other types of materials, such as woven fabrics and auxiliary material like plastic films with lower rigidity than the prepreg in combination with a backing paper. In Cases 3 and 4, fewer vacuum cups are used and the grip points are only distributed along two of the ply edges. Fewer grip points make it possible to design simpler end effectors with fewer parts and less weight. These solutions provide less lift force, but tests have shown that the grip is sufficient to handle prepreg plies unless the plies have tacked to a surface. The solution in Case 4 can be used to lift prepreg plies that have tacked to a surface because the dual-arm robot can perform a peeling motion that gradually overcomes the adhesive bond between the prepreg and the surface.
The end effectors in Cases 3 and 4, where only a few grip points at the outer edges are employed, show the importance of adapting the position of the vacuum cups to the ply geometries but also to the fiber direction. UD prepreg is stiff along the fiber direction, but folds easily in the direction perpendicular to the fibers. Even though the backing paper makes the ply more rigid, a corner can easily bend down outside the outer grip point, as illustrated in Fig. 10. This brings a risk that the prepreg corner folds during layup.

Ply corner bending down outside the outer grip points, which poses a risk during layup
When using a dual-arm solution gripping at the edges there is a risk that the prepreg ply slightly droops between the two end effectors, as shown in Fig. 11. This is particularly evident for long plies. In order to avoid the droop causing problems during layup a sequential lay down approach can be used. This prevents the middle of the ply from sticking to the layup surface before the outer edge, which can lead to bubbles or wrinkles.

Long plies droop between the two end effectors used in Case 4
The dual-arm solution has been shown to be a versatile system, but some problems with limited reachability have been noted while testing the solution. The operational range of the system is limited by the need for coordinated motions, where the relative positions of the end effectors are maintained. The largest plies in the ply book were sometimes difficult to position due to reachability problems. In Case 2, the large and bulky end effector limits reachability and accessibility. In all the cases, the method used for peeling off the backing paper also drives the need for robot reach, as the gripper picks up one corner of the ply and then has to perform a peeling motion from one side across the ply and far beyond the other edge of the ply. This is particularly evident for long plies. The need for robot reach has not led to limitations in the cases using single-arm robots, but has been noticeable for the dual-arm solution. Instead of using the dual-arm setup used in Case 4 it is possible to use two single-arm robots working together to realize a larger work range, i.e. enabling the handling of larger plies.
9 Conclusions
This paper has presented and compared different solutions for picking prepreg plies from a flat surface and stacking them on a flat laminate. The four solutions are four different types of end effectors:
-
End effector with rigid zones
-
End effector with retractable zones
-
Reconfigurable end effector
-
End effectors for dual-arm handling
The four cases employ two different approaches to grip point distribution; distributed grip points and edge gripping. Solutions where the grip points are distributed across the surface provide good support and fixation during handling. However fewer grip points gripping at the outer edges of the plies allow for simpler end effector designs with less components and lower weight. As these solutions provide less support and fixation, the position of the grip points have to be carefully adapted to ply geometries as well as fiber angles and long plies might droop between grip points. Gripping at the edges also simplifies the design of systems that can adapt to new ply shapes, as fewer grip points have to be rearranged.
Designing solutions where reconfigurability is built into the end effector, as in the case of the end effector with retractable zones and the reconfigurable end effector drives complexity and cost of the end effectors. In the dual-arm solution, the end effectors are simple, inexpensive and have low reconfigurability. Instead, the reconfigurability of this solution is achieved by using two manipulators, i.e. the dual-arm robot. This approach allows for simple end effector design but requires a more complex solution for manipulating them. The added degrees of freedom in the dual-arm solution also provides the ability to control the pick-up and lay-down motion making peeling motions possible, which simplifies picking up prepreg that has tacked to a cutting or a layup surface.
References
Paton R (2007) Forming technology for thermoset composites. In: Long AC (ed) Composites forming technologies. Woodhead Publishing, Cambridge, pp 239–255
Elkington M, Ward C, Potter K (2016) automated layup of sheet prepregs on complex moulds. Paper presented at the ECCM17–17th European conference on composite materials, Munich, Germany, 26–30 June 2016
Lukaszewicz DHJA, Ward C, Potter KD (2012) The engineering aspects of automated prepreg layup: history, present and future. Compos Part B Eng 43(3):997–1009
McIlhagger A, Archer E, McIlhagger R (2014) Manufacturing processes for composite materials and components for aerospace applications. In: Irving EP, Soutis C (eds) Polymer composites in the aerospace industry. Elsevier Science, Cambridge
Sloan J (2008) ATL and AFP: signs of evolution in machine process control. High perform comp 16(5):41–47
Ward C, Bhatnagar V, Potter K (2013) Developing an automated system for the removal of protective films from pre-preg material, to remove a manufacturing bottleneck in terms of pick and place automation. Paper presented at the SAMPE SETEC 13, Wuppertal, Germany, 11–12 September 2013
Newell G, Khodabandehloo K (1995) Modelling flexible sheets for automatic handling and lay-up of composite components. Proc Inst Mech Eng Part B 209(6):423–432
Buckingham RO, Newell GC (1996) Automating the manufacture of composite broadgoods. Compos Part A Appl Sci Manuf 27(3):191–200
Szcesny M, Heieck F, Middendorf P, Mezzacasa R, Irastorza X, Sehrschön H, Schneiderbauer M (2016) LOWFLIP—an innovative direct 3D placement technology for plies and tapes paper presented at the ECCM17–17th European conference on composite materials, Munich, Germany, 26–30 June 2016
Gardiner G (2014) Automating the CH-53K’s composite flexbeams. High-performance composites, vol 22. Gardner Business Media Inc., Cincinnati
Advanced Composites Group Ltd (2011) ARMATURE automation project, Project presentation folder
Elkington M (2015) The evolution and automation of sheet prepreg layup. PhD thesis, University of Bristol, Bristol
Campbell FC (2004) Manufacturing processes for advanced composites. Elsevier Advanced Technology, Oxford
Curran JP, Wright EJ, Armstrong PJ (1987) An intelligent vacuum gripper for robotic handling. In: Advances in manufacturing technology II. Springer, pp 205–209
Strong AB (2008) Fundamentals of composites manufacturing : materials, methods and applications, 2nd edn. Society of Manufacturing Engineers, Dearborn
Newell GC, Buckingham RO, Khodabandehloo K (1996) The automated manufacture of prepreg broadgoods components—a review of literature. Compos Part A Appl Sci Manuf 27(3):211–217
Potter K (2017) But how can we make something useful out of black string? The development of carbon fibre composites manufacturing (1965–2015). In: The structural integrity of carbon fiber composites : 50 years of progress and achievement of the science, development, and applications. Springer eBook
Björnsson A, Lindbäck JE, Johansen K (2013) Automated removal of prepreg backing paper-a sticky problem. Paper presented at the SAE 2013 aerotech congress and exhibition, Montréal, Canada, 24–26 September
Björnsson A, Lindbäck JE, Eklund D, Jonsson M (2016) Low-cost automation for prepreg handling-two cases from the aerospace industry. SAE Int J Mater Manuf. doi:10.4271/2015-01-2606
Björnsson A, Jonsson M, Lindbäck JE, Åkermo M, Johansen K (2016) Robot-forming of prepreg stacks—development of equipment and methods. Paper presented at the ECCM17–17th European conference on composite materials, Munich, Germany, 26–30 June
Acknowledgements
The research presented in the paper is a part of the NFFP program, funded by the Swedish Armed Forces, the Swedish Defense Materiel Administration and the Swedish Governmental Agency for Innovation Systems, and the Triple Use project, funded by the Swedish Governmental Agency for Innovation Systems as part of the LIGHTer initiative.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Björnsson, A., Jonsson, M., Eklund, D. et al. Getting to grips with automated prepreg handling. Prod. Eng. Res. Devel. 11, 445–453 (2017). https://doi.org/10.1007/s11740-017-0763-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-017-0763-2