
Abstract
Polyvinyl chloride (PVC) was mixed with bamboo (Bambusa vulgaris) particle and additives by using PVC composite manufacturing system including initial dry blending with hot-cool mixing, followed by granulation via counter-rotating extrusion, and then consolidation by compression moulding to produce compression moulded board (CMB). The effects of different bamboo particle size (75 µm and 1 mm), bamboo particle loading (25 and 50% loading ratio), and differing processing lubricants content level (compositions 1 and 2) on the thermal stability of the composites were determined. Results show no significant trends in glass transition temperature (Tg) between dry blends, granules, and CMB, and between B. vulgaris particle loading at the respective processing steps. For samples with higher lubricant contents, the PVC Tg was observed to decrease up to 5 °C, possibly due to the reduced melt viscosity. The thermal decomposition temperature at 5% mass loss (T−5%) appeared to decrease from dry blend to CMB due to sample degradation on further processing at higher temperatures. The use of 50% B. vulgaris particle loading also reduced the T−5% values, assignable to bamboo particle degradation caused by the high processing temperatures. For oxidative induction time (OIT) testing, only granules and CMB from pure PVC composites system showed measurable oxidative times compared with OIT profiles of PVC/B. vulgaris composites system, suggestive of comparatively stabilized thermoplastic composites. This revealed that processing with bamboo particles does not contribute to degradation of PVC composites.
Similar content being viewed by others
1 Introduction
In recent years, production and application of thermoplastic composites based on natural particles as filler have increased considerably. Particles derived from plants are renewable, abundant, biodegradable and relatively low-cost, with potential to reduce the enviromental impact of thermoplastic composites. Nowadays, bamboo has attracted consideration as a potential raw material for wood-based industry, which includes wood-polymer composite (WPC) production. This is due to bamboo being a very fast growing plant compared to many wood species (Lee et al. 1994) and very short maturation period of 3–5 years (Wahab et al. 1997). Bamboo is a member of the subfamily Bambusoideae of the grass family Graminae (Tewari 1993). According to classification, there are about 70 genera and over 1500 species of bamboo worldwide (Eichhorn et al. 2001), in which, about 59 species are documented in Malaysia (Wong 1995). The properties of bamboo are compatible to timber and other woody plants and make it acceptable as an alternative material in the WPC industry. Similar to wood, the main chemical compositions in bamboo culms are cellulose, hemicelluloses and lignin, with minor components such as slime, tannins, waxes and inorganic salts (Othman et al. 1995). Bamboo also contains higher alkaline extractives and ash compared to wood species (Tamolang et al. 1980; Chen et al. 1985). As reported by Hua and Kobayashi (2004) and Rana et al. (2010), bamboo-based enterprises in Asia are continuously developing especially in harvesting and manufacturing activities. Such operations produce particle wastes suitable for processing with a thermoplastic matrix. In this respect, the production and use of WPC is also predicted to increase from 190,000 t in 2012 to 400,000 t in 2020 (Carus and Eder 2014). During this timeframe the use of WPC in granulate form for injection moulding will increase six-fold to 100,000 t with use in automotive-related industries also increasing from 60,000 to 80,000 t by 2020 (Carus and Eder 2014). Abundant resources of bamboo and its industrial development enable it as potential substitute as a particulate filler material for WPC production.
Polyvinyl chloride (PVC) is a commercial thermoplastic polymer that has been widely used in composite materials in the building and construction sectors for many years. Although polypropylene (PP) and polyethylene (PE) are dominant in Europe, PVC has began to attract WPC manufacturers. PVC is a lower-cost thermoplastic becoming more dominant in this industry due to superior physical properties compared to other polyolefins (Satov 2008). It has good dimensional stability, processability and weathering resistance (Elleithy 2005). However, Stark and Gardner (2008) stated that PVC, which contains C–Cl, C–C, and C–H bonds, is easily degraded by thermal history, residual solvents and irregularities in polymer structure. Therefore, additives such as stabilizers, processing aids and lubricants are typically needed to improve the processing and stability of PVC composites.
Incorporation of fillers in PVC composite formulations can also impact the properties of the composite (Titow 1984; Lutz and Dunkelberger 1992). The presence of wood particles has increased the glass transition temperature (Tg) value of PVC/wood composite due to rigid content of wood material (Sombatsompop and Chaochanchaikul 2004) whereas for PVC/bagasse composites there was no change in the Tg of the composite (Saini et al. 2010). Natural fillers can also impact decomposition temperature (Td), where, for example, PVC/wood composite Td was decreased with greater particle content due to wood thermal deterioration (Sombatsompop and Chaochanchaikul 2004). In other studies, decomposition rates of PVC/wood composite during the first stage of decomposition were lower than those of virgin PVC (Badrina et al. 2013) whereas wood filler added to PVC accelerated the overall dehydrochlorination of PVC (Fang et al. 2012) or led to increased thermo-oxidative stability in oxidative induction time (OIT) testing (Farhadinejad et al., cited in Borysiak 2015).
Although investigations into specific PVC/bamboo composite products began in the 2000s, studies have tended to focus on composite end product properties and bamboo particle chemical modification (Kim et al. 2008; Wang et al. 2010; Sheng et al. 2014). In the current study, one emphasis was to identify the changes in the thermal behaviour and relative thermal stability of PVC/bamboo (B. vulgaris) particle blends and composites. Various stages of composite processing have been evaluated including hot-cool mixing to produce dry blend powders, compounding and extrusion and in the consolidated composite after compression moulding. Given the high alkaline extractive and ash contents in bamboo and potential influence on processing performance and thermal stability of PVC/bamboo blends and composite, the study findings will be useful for WPC industry in understanding the effects of material compositions and thermal stability of composites at different processing stages.
2 Methodology
2.1 Materials
Matured culms of B. vulgaris were harvested from a natural bamboo stand in Raub, Malaysia. Whole culms (stalks) were chipped into smaller pieces (10–30 mm in length and 1–3 mm in thickness) and air-dried for several weeks. The dried chips were milled using a hammer mill to produce two groups of particle separated using two sieve sizes; 75 µm and 1 mm (small and large particles, respectively). The particles were further dried in a drying oven at 103 °C for 24 h to reduce moisture content, before being blended with PVC and other additives in powder forms.
The PVC matrix master batch suspension powder (K-value = 63, estimated powder size = 100–150 µm, Tg = approx. 80 °C) was supplied by Solvin (France). The functional additives (Table 1) were all commercially available materials, which are specifically designed for rigid PVC extrusion, such as stabilizer Mark CZ2000 (Chemtura, Philadelphia, USA), processing aid Paraloid K120 (Dow Chemical Co., Michigan, USA), internal lubricant Loxiol G60 (Emery Oleochemicals, Cincinnati, USA), external lubricant Loxiol G21 (Emery Oleochemicals, Cincinnati, USA), external lubricant Ligalub GT (Peter Greven Fettchemie GmbH, Bad Münstereifel, Germany), and external lubricant Licocene PE4201 (Clariant, Muttenz, Switzerland).
2.2 Blending and compounding
The processing procedure of PVC/B. vulgaris particle composite in this study was similar to that used by Müller et al. (2013) for wood flour-PVC composites. The loading ratios of PVC:B. vulgaris particle in the hot-cool mixer were 75:25 and 50:50 weight percentage. These ratios were considered in order to differentiate the effect of a very low and a very high bamboo particle loading on the thermal stability of the composite material system using the complex procedure. However, the maximum particle ratio was limited only up to 50 weight per cent due to the high melt viscosity of the PVC matrix (Müller 2012) and various additives required in processing (Jiang and Kamdem, as cited in Müller 2012).
In order to determine the effect of additives on the thermal stability of materials during blending and compounding operations, two different concentrations of lubricants were used; low and high concentration of internal lubricant Loxiol G60 and external lubricant Licocene PE4201. This was based on the independent study on kneading behaviour using torque rheometer, which recorded the compounding torque and temperature of dry blends with different concentration of additives. The outcome of the independent study reported that by increasing the internal lubricant Loxiol G60 and external lubricant Licocene PE4201 (3:1), the low and constant compounding torque/temperature have been recorded, indicative of good flow stability for compounding process. In this regard, the composition of additives with PVC and B. vulgaris particle has been set up. Based on Table 2, composition 1 (C1) and composition 2 (C2) were distinguished by the low and high concentrations of internal lubricant Loxiol G60 and external lubricant Licocene PE4201, where C2 has these lubricants with three times higher concentration than C1. The purpose of using both compositions was to determine the effect of high concentration of processing lubricants on the thermal response of material at each processing step.
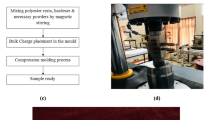
The PVC, additives, and B. vulgaris particle were mixed together to produce dry blend powder using a hot-cool mixer (Reimelt Henschel, FM L 30 KM 85). Blending was continued until the temperatures of 120 °C (for hot section) and 40 °C (for cool section) were reached.
All dry-blend powders were compounded by counter-rotating double screw extrusion (Leistritz MICRO 27 40D) to produce granules. The average compounding temperature in the extruder zone was 180 °C with a screw rotation of 90 rpm.
The granules were finally consolidated into compression moulded board (CMB) using a hydraulic press (Joos, HP-S 200 LAB). The granule was moulded using a metal frame with a dimension of 340 × 280 × 4 mm³ in length, width, and thickness, respectively. The temperature, pressure and duration of hot press was 190 °C, 60 bar, and 5 min., respectively. After the 5 min. hot press, the solidification of the composite was done by decreasing and cooling the pressing temperature gradually until the boards were released.
Additionally, pure PVC (without B. vulgaris particle) composite boards using the C1 composition were also prepared under the same conditions of the processing procedure for comparison purpose.
Finally, samples from each processing stage, dry blend from hot-cool mixing, granule from extrusion, and CMB from compression moulding processes, were retained and used for thermal stability analysis.
2.3 Thermal stability analysis
Differential scanning calorimetry (DSC) analysis was carried out with 5–10 mg samples using a Thermal Analysis Q1000 DSC instrument. Samples were run using a heat/cool/heat cycle at a heating rate of 10 °C/min. from 0 to 220 °C under a nitrogen atmosphere. Samples were initially heated from 0 to 220 °C and held isothermally for 3 min. before cooling. All endothermic behaviours in the first and second heating cycle of samples from each processing stage were recorded and discussed. Tg values were taken from the second heating cycle.
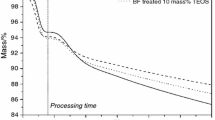
TGA was carried out employing a Thermal Analysis Instruments Q500 TGA. Samples (6–8 mg) were heated under nitrogen to 600 °C using a heating rate of 10 °C/min. Thermograms were corrected for initial moisture loss below 100 °C. Thermal decomposition temperature at 5% mass loss (T−5%) was determined to distinguish differences arising from PVC processing.
Additionally, OIT testing was also conducted using the DSC according to ASTM D-3895-07(2007). Samples (5–10 mg) were placed in the DSC instrument under nitrogen and heated to 200 °C at a heating rate of 20 °C/min. and then held isothermally at 200 °C. The atmosphere was switched to oxygen and the run continued for a further 60 min. to measure the time interval for the exothermic oxidation onset under oxygen. OIT was undertaken to further determine the extent of polymer degradation on processing and the impact of bamboo particle present in the composite.
2.4 Experimental design
Figure 1 presents the experimental design of this study, showing the different group of B. vulgaris particle size, B. vulgaris particle loading, and compositions used. Each group was subjected to different processing steps in the PVC composite manufacturing procedure; hot-cool mixing (to produce dry blend), extrusion (to produce granule), and hot pressing (to produce CMB), by which each step experienced thermal stability analysis.

Experimental design of this study (C2 has the processing lubricants content level three times higher than C1)
3 Results and discussion
3.1 DSC assessment
Figure 2 displays the typical first heating cycle in DSC thermogram of processed samples, whereas Figs. 3 and 4 show the second heating cycle for the respective C1 and C2 series for all groups (in comparison to raw materials; PVC powder and B. vulgaris particle). Table 3 tabulates the DSC assessment of raw materials (PVC powder and B. vulgaris particle), pure PVC composite using C1, and PVC/B. vulgaris particle composite using C1 and C2 (second heating cycle). DSC thermograms and data of all additives are displayed in Figure A1 and Table A1 in Supplementary Material.

Typical first heating cycle in DSC thermograms of processed samples (in comparison to raw materials; PVC powder and B. vulgaris particle)

Second heating cycle in DSC thermograms of PVC/B. vulgaris particle composite in C1 series (in comparison to raw materials; PVC powder and B. vulgaris particle): a 75 μm particle size, 25% particle loading, b 75 μm particle size, 50% particle loading, c 1 mm particle size, 25% particle loading, d 1 mm particle size, 50% particle loading

Second heating cycle in DSC thermograms of PVC/B. vulgaris particle composite in C2 series (in comparison to raw materials; PVC powder and B. vulgaris particle): a 75 μm particle size, 25% particle loading, b 75 μm particle size, 50% particle loading, c 1 mm particle size, 25% particle loading, d 1 mm particle size, 50% particle loading
During the first heating cycle (as shown in Fig. 2), the samples were typically characterized by their previous processing and thermal histories. The different processing procedures have greatly affected the DSC thermograms of each sample in this first heating cycle. A variety of large, broad endothermic features were observed at lower temperatures for all samples. The first endothermic peak of the dry blend was between 40 and 120 °C, which was broader when compared to granule and CMB. This was associated with the endothermic moisture loss from B. vulgaris particle and melt features of additives within this temperature range. The endothermic peaks between 37.5 and 48.5 °C correspond to melting of the PVC additives such as internal lubricant Loxiol G60, external lubricant Ligalub GT and Licocene PE4201 [depicted in Figure A1 (a) in Supplementary Material]. In contrast to the dry blend, the thermograms of granule and CMB showed relatively small effects of moisture loss from particle and melt feature of additives with no defined PVC Tg (76 °C). Overall, in this first heating cycle, the thermograms of the dry blend appear dominated by the presence of particle and moisture loss, with this to a lesser extent for granule and CMB, consistent with extent of processing and temperature exposure.
Shown in Figs. 3 and 4 are the second heating cycles in DSC thermograms of samples with any processing and thermal history removed. Generally, each samples thermogram was dominated by the PVC and additives components [depicted in Figure A1 (b) in Supplementary Material] with thermal transitions at ca. 40, 76 and 120 °C. Evident from Figs. 3 and 4 was the PVC Tg ranging between 73.6 and 78.6 °C (Table 3). It was also evident that small particle size contributed to a relatively higher Tg especially in the C1 series. Compared to large particles, small (fine) particles provide a higher specific surface area, homogeneous distribution, and enhanced compatibility of filler-matrix (Grüneberg 2010) with a tendency to reduce polymer chain movement and increased Tg of samples with fine particles within C1 series in accordance to Satov (2008).
It was also observed that samples from the C2 series had a lower Tg (ca. 75 °C) compared to C1. While the presence of lubricants at low content level should not affect the Tg (Jennings and Starnes Jr. 2005), higher lubricant content levels may have contributed to the lower Tg values. The high concentration of internal lubricant Loxiol G60 and external lubricant Licocene PE4201 has reduced the Tg value in this C2 series at each respective processing step used in this current study. Within each series, there appeared no significant difference of Tg between dry blend, granule and CMB, nor between 25 and 50% B. vulgaris particle loading. This can be considered as indicative of blend/compounding compatibility (in terms of Tg) regardless of processing steps and bamboo particle loading ratios. The endothermic peak at ca. 120 °C in Figs. 3 and 4 was consistent with the melting point of the external lubricant Licocene PE4201 which contained polyethylene wax. The relatively small endothermic peak at ca. 120 °C was also observed in PVC powder, inferring presence of wax in PVC suspension polymer provided by manufacturer. An endotherm for the PVC melting was not distinguished by DSC at higher temperatures, with the PVC/B. vulgaris particle composite thermograms tending exothermic above 140 °C which is the reported melting point of PVC (Ge et al. 2004).
3.2 TGA measurement
Figures 5 and 6 present the TGA thermograms of PVC/B. vulgaris particle composite for the respective C1 and C2 series for all groups, whereas Fig. 7 presents the derivative weight loss in TGA thermograms of samples (in comparison to raw materials; PVC powders and B. vulgaris particle). TGA thermograms of all additives are given in Figure B1 and Table B1 in Supplementary Material.

TGA thermograms of PVC/B. vulgaris particle composite in C1 series (in comparison to raw materials; PVC powder and B. vulgaris particle): a 75 μm particle size, 25% particle loading, b 75 μm particle size, 50% particle loading, c 1 mm particle size, 25% particle loading, d 1 mm particle size, 50% particle loading (Note: % mass losses are corrected for moisture)

TGA thermograms of PVC/B. vulgaris particle blends and composite in C2 series (in comparison to raw materials; PVC powder and B. vulgaris particle): a 75 μm particle size, 25% particle loading, b 75 μm particle size, 50% particle loading, c 1 mm particle size, 25% particle loading, d 1 mm particle size, 50% particle loading (Note: % mass losses are corrected for moisture)

Typical derivative weight in TGA thermograms of PVC/B. vulgaris particle composite (in comparison to raw materials; PVC powder and B. vulgaris particle)
Generally, TGA revealed the degradation profiles of the PVC/B. vulgaris particle composite to be intermediate between the PVC powder and bamboo material. Evident in Figs. 5 and 6 was the first significant PVC powder degradation onset above 230 °C, which was associated with over 60% weight loss, followed by a second onset above 400 °C. With the B. vulgaris particle, the TGA profile was associated with an initial weight loss below 100 °C attributable to water loss. Above this temperature, the bamboo material also underwent degradation above 230 °C with >70% weight loss achieved at 400 °C. With the composite, generally the weight losses below 100 °C were less than 1%. The composite exhibited PVC degradation onsets above 230 and 400 °C with variable final weight losses due to the particle content used.
Typically, most samples showed two main derivative weight peaks (Fig. 7). The first peak showed the maximum percentage of the mass loss rate, recorded at approx. 250–350 °C, which was caused by PVC degradation/dehydrochlorination (Montaudo and Puglisi 1991). Apart from PVC dehydrochlorination, the degradation of bamboo hemicelluloses also contributed to the maximum derivative weight peak. This peak was also in good agreement with Saheb and Jog (1999) and Gasparovic et al. (2010), where the reported degradation stage of hemicelluloses was up to 325 °C. A second derivative weight peak was recorded within 400–500 °C. This peak, which was relatively lower than those at lower temperatures, is related to the carbonization of polymers (Starnes Jr. 2002) and lignocellulosic filler (Shafizadeh 1982).
While initial weight losses below 100 °C (≤1% weight loss) have been neglected due to sample moisture loss, T−5% has been used to determine the initial rates of early stage sample decomposition. T−5% is considered a critical stage for the PVC matrix (Qi et al. 2016) in which the active emission of hydrogen chloride for processed PVC starts at ca. 200 °C. From Figs. 5 and 6 and Table 4, T−5% of B. vulgaris particle was higher than PVC powder, indicating a small, though significant distinction between these materials in their degradation rates. Generally, the temperature at T−5% was observed to decrease from dry blend to CMB. While dry blending gave high temperatures (up to 266 °C) for the T−5% values, further processing led to as much as 24 °C decrease in T−5% temperatures (Table 4). The lower T−5% values of the CMB and granule can be related to the degradation of PVC and bamboo components due to higher temperature processing and extrusion. This suggests both extrusion and moulding of the PVC composite contributed to the lower thermal stability of these materials potentially associated with the PVC and bamboo particle decomposition.
Using T−5% values (Table 4), the use of high lubricant content level (C2) and large B. vulgaris particles (1 mm) did not appear to have a significant effect on the T−5%. However, the use of particles at 50% loading led to lower T−5% than with 25% particle, being at even lower temperature for granule and CMB groups (up to further 10 °C reduction). Likewise, T−5% of granule and CMB from PVC/B. vulgaris particle composite was lower than the granules and CMB from pure PVC composites, suggestive of bamboo particle degradation caused by high processing temperature of extrusion and compression moulding. However, overall TGA and T−5% values suggest the use of bamboo particle does not contribute to significant thermal instability or degradation at typical PVC composite processing temperatures below 200 °C.
Table 5 compares the TGA of bamboo particles and CMB in this study with wood-based PVC composites from other studies, equivalent to 50% filler loading with additional data on thermal decomposition at 10% mass loss (T−10%). Although T−5% of bamboo is generally lower than wood (Picea abies), TGA revealed the CMB to have comparable values of T−5% with treated wood-PVC composites (Müller 2012). The low T−5% values of granules and CMB can be related to the high ash content of B. vulgaris (2.3%) due to the presence of bamboo epidermis (Bahari and Krause 2013). However, at 10% mass loss, the CMB has a relatively higher T−10% than wood-based PVC composites (Sombatsompop et al. 2008), indicative of relatively stabilized bamboo materials in resisting thermal decomposition compared to wood materials at higher mass loss.
3.3 OIT determination
Figure 8 displays the OIT determination of pure PVC composite and PVC/B. vulgaris particle composite. Typical OIT curves were evident for pure PVC composite, where OIT determination for the granule and CMB were ca. 16 min., indicative of similar polymer oxidation between these two processed samples. As found for the pure PVC dry blend, a clear indication of OIT intervals (Fig. 8) was similarly unobserved for PVC/B. vulgaris particle composite. The OIT profiles of this PVC/B. vulgaris particle composite did not show a definitive endpoint for this determination. A study by Villechevrolle (2008) similarly found the OIT for wood filled-PVC composites was not obvious. It was also reported that the OIT of PE/wood composites and PP/wood composites ranged between 0.72 and 3.98 min. (Villechevrolle 2008). However, the OIT of these composites has been extended up to 26 min. when a small amount of PVC was added in the composites (Villechevrolle 2008). This showed that PVC composites possess better oxidative resistance than PE and PP composites. From Fig. 8, it may be inferred from the OIT profiles that the PVC/B. vulgaris particle composites have OIT exceeding 15 min., suggestive of relatively stabilized thermoplastic composites. The presence of wood has been reported to increase the OIT of WPCs due to the antioxidant effects of lignin and hemicelluloses components (Borysiak 2015). It could be suggested the lignin component within bamboo is also related to the improved OIT in PVC/bamboo particle composite in this study. From this viewpoint, it is considered that processing with the bamboo particle has not significantly deteriorated the PVC compared to processing with pure PVC which was also suggestive of the TGA assessments (Figs. 5, 6).

OIT determination of pure PVC composite and PVC/B. vulgaris particle composite
3.4 Additional information on the performance of CMB
Information on the performance of CMB has been reported by Bahari and Krause (2016). Table C1 in Supplementary Material exhibits the mechanical properties of CMB using C1. Incorporation of B. vulgaris particle has significantly improved the modulus of elasticity (MOE) of the CMB. A slight increase of MOE was recorded for CMB with large particle size, indicating the influence of B. vulgaris aspect ratio. However, regardless of the particle size, the modulus of rupture (MOR) was lowered when the particle loading increased. Compared to pure PVC composite, the MOR of CMB with B. vulgaris particle was slightly lower. No specific trend of MOR has been reported in CMB with different particle size. Based on the data, MOE of CMB mixed with B. vulgaris particle ranged between 3821 and 5146 N/mm2, while MOR ranged between 40 and 57 N/mm2. These values go beyond the minimum requirement of ASTM D 6662 (a plastic lumber decking standard), 340 and 6.9 N/mm2 for MOE and MOR, respectively (Mengeloglu et al., cited in Bahari and Krause 2016).
4 Conclusion
PVC matrix with additives was successfully combined with bamboo (B. vulgaris) particle by using a typical processing procedure for PVC/wood composite production. Thermal stability of processed samples associated with B. vulgaris particle size/loading and processing lubricant content level was found. As assessed by DSC, lubricant melting and defined PVC Tg have been observed. No significant trends in Tg were recorded between dry blend, granule and CMB nor between B. vulgaris particle loading. However, 75 µm particle size has contributed to the higher Tg especially in C1 series. Tg in the C2 series was 5 °C lower than C1, proving a higher lubricant content level contributed to lower Tg. Using TGA, the T−5% temperature decreased from dry blend to CMB, indicating that both extrusion and moulding processes of PVC contributed to thermal instability. Incorporation of B. vulgaris particle reduced the T−5%, being attributable to thermal degradation of particle due to elevated processing temperatures. C2 and large particle size (1 mm) did not appear to have a significant effect on the T−5%. Use of OIT determination did not distinguish any effect of B. vulgaris particle and was suggestive of comparatively stabilized thermoplastic composite.
References
ASTM D3895-07 (2007) Standard test method for oxidative-induction time of polyolefins by differential scanning calorimetry. American Society for Testing and Materials, Philadelphia
Badrina D, Hocine D, Amar B (2013) Study and characterization of composite materials based on poly(vinyl chloride) loaded with wood flour. J Mater Sci Eng A 3(2):110–116
Bahari SA, Krause A (2013) Analysis on malaysian bamboo particle for thermoplastic composites production. In: Proceeding of First International Conference on Resource Efficiency in Interorganizational Networks (ResEff 2013). In: Geldermann J, Schumann M (eds) Universitätsverlag Göttingen. ISBN 978-3-86395-142-9: 17–27
Bahari SA, Krause A (2016) Utilizing malaysian bamboo for use in thermoplastic composites. J Clean Prod 110:16–24
Borysiak S (2015) The thermo-oxidative stability and flammability of wood/polypropylene composites. J Therm Anal Calorim 119:1955–1962
Carus M, Eder A (2014) Biocomposites: 352,000 t of wood and natural fibre composites produced in the european union in 2012. Wood-Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends. Nova Institute GmbH, Hürth
Chen YD, Qin WL et al. (1985) The chemical composition of ten bamboo species. In: An Rao et al (eds) Recent research on bamboo. Proceedings of the International Bamboo Workshop, Hangzhou, China, 6–14 October. Chinese Academy of Forestry, Beijing China; International Development Research Center, Ottawa pp 110–113
Eichhorn SJ, Baillie CA, Zafeiropoulos N, Mwaikambo LY, Ansell MP, Dufresne A et al (2001) Review: current international research in cellulosic fibers and composites. J Mater Sci 36:2107–2131
Elleithy R (2005) Product engineering design. In: Wilkes CE, Summers JW, Daniels CA (eds) Pvc handbook. Carl Hanser Verlag, Munich, pp 601–617
Fang Y, Wang Q, Bai X, Wang W, Cooper PA (2012) Thermal and burning properties of wood flour-poly(vinyl chloride) composite. J Therm Anal Calorim 109:1577–1585
Gasparovic L, Korenova Z, Jelemensky L (2010) Kinetic study of wood chips decomposition by tga. Chem Pap 64: 174–181
Ge XC, Li XH, Meng YZ (2004) Tensile properties, morphology, and thermal behavior of pvc composites containing pine flour and bamboo flour. J Appl Polym Sci 93:1804–1811
Grüneberg T (2010) Improvement of selected properties of wood-polymer composites (wpc)—silane modification of wood particles. PhD Dissertation. Georg-August-Universität Göttingen. Cuvillier Verlag, Heidelberg
Hua LZ, Kobayashi M (2004) Plantation future of bamboo in china. J For Res 15(3):233–242
Jennings TC, Starnes WH Jr (2005) Pvc stabilizers and lubricants. In: Wilkes CE, Summers JW, Daniels CA (eds) Pvc handbook. Carl Hanser Verlag, Munich, pp 95–171
Kim JY, Peck JH, Hwang SH, Hong J, Hong SC, Huh W, Lee SW (2008) Preparation and mechanical properties of poly(vinyl chloride)/bamboo flour composites with a novel block copolymer as a coupling agent. J Appl Polym Sci 108:2654–2659
Lee AWC, Bai X, Peralta PN (1994) Selected physical and mechanical properties of giant timber bamboo grown in south carolina. For Prod J 44(9):40–46
Lutz Jr JT, Dunkelberger DL (1992) Impact modifiers for pvc: the history and practice. Wiley, Hoboken
Montaudo G, Puglisi C (1991) Evolution of aromatic in the thermal degradation of poly(vinyl chloride)—a mechanistic study. Polym Degrad Stab 33: 229–262
Müller M (2012) Influence of wood modification on the properties of polyvinyl chloride based wood polymer composites (wpc). PhD Dissertation, Georg-August-Universität Göttingen. Cuvillier Verlag, Heidelberg
Müller M, Gellerich A, Militz H, Krause A (2013) Resistance of modified polyvinyl chloride/wood flour composites to basidiomycetes. Eur J Wood Prod 71:199–204
Othman AR, Mohmod AL, Liese W, Haron N (1995) Planting and utilization of bamboo in peninsular malaysia. Research Pamphlet No. 118. Forest Research Institute Malaysia (FRIM), Kuala Lumpur
Qi Y, Wu W, Han L, Qu H, Han X, Wang A, Xu J (2016) Using TG-FTIR and XPS to understand thermal degradation and flame-retardant mechanism of flexible poly(vinyl chloride) filled with metallic ferrites. J Therm Anal Calorim 123:1263
Rana MP, Mukul SA, Sohel MSI, Chowdhury MSH, Akhter S, Chowdhury MQ, Koike M (2010) Economics and employment generation of bamboo-based enterprise: a case study from eastern bangladesh. Small Scale For 9:41–51
Saheb DN, Jog JP (1999) Natural fiber polymer composites: a review. Adv Polym Tech 18(4):351–363
Saini G, Narula AK, Choudhary V, Bhardwaj R (2010) Effect of particle size and alkali treatment of sugarcane bagasse on thermal, mechanical, and morphological properties of pvc-bagasse composites. J Reinf Plast Compos 29:731–740
Satov DV (2008) Additives for wood-polymer composites. In: Niska KO, Sain M (eds) Wood-polymer composites. Woodhead Publishing Ltd., Cambridge
Shafizadeh F (1982) Introduction to pyrolysis of biomass. J Anal Appl Pyrolysis 3:283–305
Sheng KC, Qian SP, Wang H (2014) Influence of potassium permanganate pretreatment on mechanical properties and thermal behavior of moso bamboo particles reinforced pvc composites. Polym Compos 35: 1460–1465
Sombatsompop N, Chaochanchaikul K (2004) Effect of moisture content on mechanical properties, thermal and structural stability and extrudate texture of poly(vinyl chloride)/wood sawdust. Composites. Polym Int 53:1210–1218
Sombatsompop N, Taptim K, Chaochanchaikul K, Thongpin C, Rosarpitak V (2008) Improvement of structural and thermal stabilities of pvc and wood/pvc composite by zn and pb stearates, and zeolite. J Macromol Sci Part A 45:534–541
Stark NM, Gardner DJ (2008) Outdoor durability of wood-polymer composites. In: Niska KO, Sain M (eds) Wood-polymer composites. Woodhead Publishing Ltd., Cambridge
Starnes Jr. WH (2002) Structural and mechanistic aspects of the thermal degradation of poly(vinyl chloride). Prog Polym Sci 27: 2133–2170
Tamolang FN, Lopez AR, Semara JA, Casin RF, Espiloy ZB (1980) Properties and utilization of philippine erect bamboo. In: Lessard G, Chouinard A (eds) International seminar on bamboo research in asia. May 28–30. International Development Research Center and the International Union of Forestry Research Organization, Singapore, pp 266–275
Tewari DN (1993) Monograph on bamboo. International Book Distributors, New Delhi
Titow WV (1984) Pvc technology. 4th Edition. Elsevier New York
Villechevrolle VL (2008) Polymer blends for multi-extruded wood-thermoplastic composites. Dissertation. Washington State University, Pullman
Wahab R, Samsi HW, Ariffin WTW, Mustafa MT (1997) Industri pembuatan pepapan laminasi buluh. FRIM Technical Information Handbook No. 11, Forest Research Institute Malaysia (FRIM), Kuala Lumpur
Wang H, Sheng KC, Lan T, Adl M, Qian XQ, Zhu SM (2010) Role of surface treatment on water absorption of poly(vinyl chloride) composites reinforced by phyllostachys pubescens particles. Compos Sci Technol 70:847–853
Wong KM (1995) The bamboo of peninsular Malaysia. Forest Research Institute Malaysia (FRIM), Kuala Lumpur
Acknowledgements
This research has been supported by the German Research Foundation (DFG), grant GRK 1703/1 for the Research Group ‘Resource Efficiency in Corporate Networks—Planning Methods to Utilize Renewable Resources’, in a research internship cooperation with Scion, New Zealand. The authors would also like to thank the Faculty of Applied Sciences, Universiti Teknologi MARA, Shah Alam, Malaysia, for providing machineries (cross-cut and hammer milling machines) during the initial preparation of bamboo particles in Malaysia.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Bahari, S.A., Grigsby, W. & Krause, A. Thermal stability of processed PVC/bamboo blends: effect of compounding procedures. Eur. J. Wood Prod. 75, 147–159 (2017). https://doi.org/10.1007/s00107-016-1148-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-016-1148-5