
Abstract
Background
Mechanical characterisation of polymer bonded explosives (PBXs) is crucial for their safe handling during storage and transportation. At temperatures higher than the binder's glass transition temperature, fracture is caused predominantly by interface debonding between the binder and explosive crystals. Interfacial friction between debonded crystals can lead to accidental detonation of the PBX material, even under a very small external load. Cohesive zone laws can describe this interfacial debonding.
Objective
This study aims to experimentally calibrate the interfacial cohesive zone parameters of a nitrocellulose based–cyclotetramethylene tetranitramine (HMX) PBX, a particulate composite with an 88% volume fraction of crystals.
Methods
Compact tension fracture tests, coupled with Digital Image Correlation (DIC) were used to capture the strain fields around the crack tip. The experimental data were used in conjunction with an extended Mori–Tanaka method considering the effect of interfacial debonding.
Results
The cohesive zone parameters were successfully calibrated and were found to be crosshead rate independent. The values of the critical traction \({\sigma }_{int}^{max}\) and interfacial energy release rate, \({\gamma }_{if}\), dropped significantly with increasing temperature. The experimental method followed in this study is generic, and it can be employed to extract the cohesive zone parameters characterising the interface behaviour between the filler and matrix in other particulate filled, polymer composite materials.
Conclusions
Cohesive zone properties can be experimentally determined to provide inputs in micromechanical simulations linking the microstructure of the PBX composite to its macroscopic response as well as enabling the estimation of hot spot formation at debonded crystal interfaces.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Solid propellants and high explosives are energetic particle filled composite materials with particulate fill fractions greater than 60% [1, 2] and approximately 90% [3,4,5,6], respectively. These materials are designed to detonate under a controlled shock stimulus by optimising the crystal volume fraction, the crystal size distribution, the adhesion between the binder and the crystals, and the binder material properties [7]. Therefore, understanding of these materials’ deformation under different loading conditions, the ageing process of the polymeric matrix [8], and crack development within the material is vital for their safe storage and handling throughout their lives [9].
Several studies have shown that the PBX material properties depend on the binder system, volume fraction and crystal size distribution [1, 9,10,11,12,13]. The polymer binder system is often challenging to characterise owing to its highly non-linear, time-dependent behaviour [10, 14]. PBX materials with a higher binder content undergo more substantial strain to failure, while those with smaller crystal sizes for the same volume fraction are stronger [4,5,6]. The high particle volume fraction leads to a significant interface area per unit volume (higher specific surface), such that the macroscopic properties of the composite material are significantly controlled by the matrix/filler interfaces [4,5,6]. Localised interface debonding in PBX materials may lead to a phenomenon called ‘hotspot’, which may trigger the explosive detonation even at low externally applied loads.
The deformation of these high-volume fraction composites is a complex mechanism, as it is a function of interface debonding, particle fracture and matrix deformation/tearing. It has been reported that the primary damage mechanism in these materials is interfacial debonding between the matrix and the filler and matrix tearing above the binder's glass transition temperature [1, 4,5,6, 12, 13, 15,16,17]. For example, Williamson [18] and Williamson et al. [10, 19] showed that the fracture properties of PBX-B, a gel-based binder system with HMX at a volume fraction of 91%, are a function of the glass transition temperature of the binder, \({T}_{g}\) [10, 18, 19]. When the temperature is higher than \({T}_{g}\), failure was predominantly inter-granular, i.e., binder/filler interface failure was observed, while at a temperature lower than the \({T}_{g}\), the failure was trans-granular (through the particles). The particle/matrix interfacial debonding mechanism can significantly reduce the composite’s elastic and bulk moduli, often by more than 40%. For example, the bulk modulus of PBX 9501, a polymeric binder (50% Estane and 50% nitroplasticiser) with HMX fillers at a volume fraction of 92.7%, is 1.0 GPa at a low strain rate, while the theoretical composite’s modulus is 1.96 GPa [4].
Several studies observed that interfacial debonding always initiated around the larger particles in the high explosive PBX 9501 as the larger particles act as stress concentration sites [9, 12, 20, 21]. In addition, Fleming et al. [22] and Kimura and Oyumi [23] showed that the particle size also affected the high explosive performance; for the same volume fraction, particles with a larger size distribution were more sensitive to shock ignition compared to those with smaller particle size.
Arora et al. [20, 24] and Li-Mayers et al. [21] developed micromechanical models using scanning electron microscopy images (2D images) of the microstructure to predict the fracture path for the PBX material. The debonding of the particle/matrix interface was modelled by a cohesive law, where the measured stress traction provided displacement discontinuities across the particle/matrix interface. The interface properties fed as input in the micromechanical models were taken from literature based on molecular dynamics [20, 24, 25].
Tan et al. [5] studied non-linear interface debonding at the particle/matrix interface of a PBX. The effect of the particle size on the particle/matrix interface debonding was examined. It was observed that the large particles led to a softening effect while the small particles gave a hardening effect. Furthermore, they developed a method to determine the cohesive law for the interface between filler and matrix for the high explosive PBX 9501 [6] using the digital image correlation technique and an extended Mori–Tanaka method considering the effect of interfacial debonding. Zhang et al. [12] also used this technique to measure the cohesive zone parameters for PMMA/ATH binary composites with varying volume fractions and mean particle sizes [12, 13]. Finally, Rae et al. [26] also used the DIC method to obtain strain and displacement plots at the micro-structural level for PBX materials.
Very few studies focus on the independent experimental determination of the cohesive interface properties in particulate composites in general [4,5,6, 12]. This is a significant gap in the literature that needs to be filled. For PBX composites specifically, the filler/binder interface is of crucial importance as it affects not only their bulk mechanical properties but their explosive performance as well. Therefore, experimental methodologies for characterising the mechanical response of this crucial interface, such as the ones described here, are required. This allows correlations in experimental data or numerical simulations to uncover the effect of the interface at the micro scale on the PBX’s behaviour at the macroscale. In this study, the mechanical properties (including the fracture properties) and the cohesive interface properties of a PBX with a nitrocellulose-based binder system and HMX as a filler are characterised experimentally for the first time. The interface properties of the PBX material are determined through the method described by Tan et al. [6]. The “Materials and Methods” section provides the material details and experimental methods. The results are presented in the “Results” section, and the conclusions are summarised in the “Conclusions” section.
Materials and Methods
Materials
The material, which will be referred to as PBX-1 in this study, is a polymer-bonded explosive composing of 88% volume fraction of HMX crystals and 12% volume fraction of a polymeric binder, specifically a nitrocellulose-based visco-hyperelastic polymer [14]. The binder consists of Nitrocellulose (NC), plasticiser (a mixture of dinitroethylbenzene and trinitroethylbenzene) and stabiliser in the ratio of 1:8:0.02, respectively, with good adhesion properties [14]. The composite has a broad spectrum of HMX crystals sizes to achieve the high volume fraction (88%). The binder and the HMX crystals were mixed in the presence of a solvent using Resonant Acoustic Mixing (RAM) [27] at a high temperature until the solvent evaporated. This process ensures that the HMX crystals are fully coated with the binder. The material is then isostatically hot pressed to achieve the desired shape and density.
Before mixing, the HMX particle size distribution was measured using a Malvern Mastersizer 2000 based on the laser light scattering (LLS) method at 20 °C. It was assumed that the particle size distribution did not change significantly during manufacturing as it is a low energy mixing process [27] and that the particles were roughly spherical.
The size distribution of HMX crystals in PBX-1 before mixing as estimated from the LLS method is shown in Fig. 1(a) to (c); a mono-modal distribution is observed. The HMX particle radius range is 3 µm to 256 µm. Particle radii greater than 20 µm are classed as coarse particles, while particles smaller than 20 µm in radius are classed as fine particles for the discussion here. The average particle size of the coarse particles is 71 µm, and for the fine particles, the average size is 10 µm. The volume fraction of the fine particles (< particle radius 20 µm) is 31.9%, and that of the coarse particles, particle radius 20 – 256 µm, is 68.1%. Furthermore, the volume fraction for particle sizes in the range of 20 µm – 40 µm is 17.8%, for particle sizes in the range 40 µm – 120 µm, the volume fraction is 48%, and the volume fraction of particle sizes larger than 120 µm is only 2%.

PBX-1 microstructural analysis, a particle size distribution, b particle size distribution histogram, and c cumulative particle size distribution
The results presented in Fig. 1(a) to (b) show that the HMX crystal sizes in PBX-1 are very small compared to PBX 9501 crystals [4]. In PBX 9501, the particle size distribution was reported as bi-modal, the minimum particle size was reported as 176 µm, and the maximum size was 889 µm; furthermore, the volume fraction for particle sizes less than 256 µm was approximately 2% [4]. According to Tan et al. [4, 6], bigger particles control the material's constitutive behaviour. In contrast, the smaller particle sizes contribute to the higher stiffness of the PBX material; small particles remain bonded while bigger particles are the first to start to debond in the cohesive damage zones.
Studies reported in the literature suggest that frictional heat generation at interfacial cracks may be the dominating mechanism for unplanned explosions [28,29,30,31,32]. Therefore, a PBX with bigger particle sizes may exhibit an unstable, catastrophic failure, releasing enough energy to cause detonation even under low external static loads. On the other hand, a PBX with small particle sizes does not lead to catastrophic failures as most of the particles remain bonded under static load [4]. Hence PBX-1 is deemed to be safer during manufacturing, transportation, storage and handling compared to PBX 9501.
Experimental Methods
In order to characterise PBX-1, tensile, compression, flexure and compact tension tests were performed. At least four replicate samples were tested for each test condition apart from the Compact Tension (CT) tests at 10 °C, 30 °C and 40 °C where two, three and three samples respectively were tested. Unfortunately, testing a higher number of samples was not possible due to the prohibitively high cost of production.
All samples were machined from the isostatically hot pressed charge and were stored in a temperature-controlled environmental chamber at 20 °C. They were removed from the chamber prior to testing, unpacked and visually inspected to ensure there were no apparent imperfections or cracks. All mechanical tests described below were performed using an Instron 5900R machine equipped with a thermal test chamber.
Uniaxial tensile and compression tests were performed to estimate the elastic modulus, failure stress and failure strain of PBX-1. These tests were conducted at room temperature (20 °C) and a 0.2 mm/min crosshead rate. The Instron machine was fitted with a 500 N load cell for tensile testing and a 5 kN load cell for axial compression testing. The load and displacement were recorded through the data acquisition software Blue-hill®2.
Uniaxial tensile tests were conducted using dumbbell-shaped specimens, as shown in Fig. 2.

PBX-1 tensile specimen, all dimensions are in mm
Uniaxial compression tests were conducted using cylindrical samples with a nominal height of 50.8 mm and a diameter of 20.3 mm.
True stress, \(\sigma\), and strain, \({\varepsilon}\), were calculated via:
where \(\delta\) is displacement, \({L}_{o}\) original length, \(F\) is the force and \({A}_{o}\) is the original cross-section of the sample. These equations are valid as the failure strains of PBX-1 were found to be very small (less than 1%, see Table 1).
Three-point flexural tests were also performed to determine the elastic modulus, failure stress and failure strain, enabling comparisons with the tensile and compressive data. Square cross-section PBX-1 specimens were used as shown in Fig. 3, following Method I–Procedure A of the ASTM D790M-10 [33]. The tests were performed at a temperature of 20 °C and a crosshead rate of 1.47 mm/min leading to a strain rate of 0.01/min on the outer surface of the specimen. The Instron machine was fitted with a 500 kN load cell, and the test data was recorded using the Blue-hill®2 data acquisition software.

PBX-1 three-point flexure specimen, all dimensions are in mm [33]
The crosshead motion was determined from:
where \(R\) (mm/min) is the crosshead motion rate, \(Z=0.01\frac{mm}{mm}{min}^{-1}\) is the strain rate of the outer layer, \(D\) is the depth of the beam, and \(L\) is the support span.
The elastic modulus of the composite was estimated using the initial slope of the load–deflection curve as follows:
where \({m}_{sl}\) is the slope of the linear elastic region [33].
The flexural strength, \({\sigma }_{f}\) (outer surface), of the composite was calculated as:
where \(P\) is the load corresponding to specimen failure.
The fracture properties and the cohesive zone parameters of PBX-1 are determined using Compact Tension (CT) tests and the digital image processing technique as proposed by Tan et al. [4, 6] and Liu et al. [3].
The thickness,\(B\), of the CT samples was 20.8 mm, see Fig. 4. Therefore, according to the LEFM sizing guidelines [34], the length, \(L\), breadth, \(b\), and width, \(W\), of the compact tension specimens were chosen as 52 mm, 50 mm and 41.6 mm, respectively. The pinhole diameter was 10 mm. All the CT tests were performed with a 500 kN load cell. The tests were conducted at crosshead displacement rates of 0.2 mm/min, 0.5 mm/min, 1.0 mm/min, 1.5 mm/min and 2.0 mm/min at a temperature of 20 °C and a single crosshead rate of 0.2 mm/min at temperatures of 10 °C, 30 °C and 40 °C. The load–deflection data were recorded using the data acquisition software, BlueHill®2. In addition, the load-extension data were corrected for possible errors due to indentation of the loading pins in the sample and machine compliance [35, 36].

Compact tension test specimen; all dimensions are in mm
For the tests at 10 °C, 30 °C and 40 °C, the temperature of the Instron chamber was ramped down or up accordingly at the rate of 5 °C /hour, with a further three hours allowed after the target temperature was reached to ensure the samples were equilibrated. When the tests were completed, the chamber temperature was ramped back to 20 °C at the rate of 5 °C /hour, and the tested specimens were removed from the chamber.
A crack of approximately 0.1 mm depth at the root of the machined notch was introduced using a surgical scalpel in an effort to achieve a natural, sharp crack tip. The scalpel was struck evenly, tapping across the specimen thickness to ensure a crack was induced across the entire thickness. Care was taken to ensure the crack length met the crack length requirements [34], i.e. the \({a}_{cr}/W\) ratio was in the range of \(0.45<{a}_{cr}/W<0.55\).
The speckle pattern was then applied to the surface. An opaque black ink (Createx Airbrush Colors, Acrylic ink) was chosen that gave sufficient contrast when spraying the speckle pattern for the DIC analysis. The stochastic pattern was created using an airbrush charged with the opaque black ink and powered by an air propellant canister. The airbrush nozzle was held at 250 mm–300 mm away from the surfaces and at an angle of approximately 45°. The speckle size was approximately the same and evenly distributed in the area of interest. The CT specimens were left at 20 °C for one hour to ensure the ink dried out.
A Phantom® V641 camera fitted with a lens (PC-E Micro NIKKOR 85 mm f/2.8D manual) was used to record the DIC speckle data. The field of view size was 12 mm × 12 mm, and the resolution was 656 × 652 pixels, so the resolution of the images was 0.018 mm/pixel. The average speckle size was approximately 5–8 pixels. According to Vendroux and Knauss [37], the DIC technique can measure displacement to an accuracy of 0.005 pixels, corresponding to about 0.09 μm in the present work. The distance between the specimen surface and the camera lens was approximately 125 mm as the CT specimen was required to be inside the explosion resistant chamber for safety reasons, as shown in Fig. 5. Furthermore, three LED lights were used to avoid any light shadows and to ensure that the specimen surface was fully illuminated.

PBX-1 compact test integrated with DIC setup
Sequences of images of the deforming specimens were recorded at 250 fps for the crosshead rate of 0.2 mm/min, 350 fps for the crosshead rate of 0.5 mm/min, 450 fps for crosshead rate of 1.0 mm/min, 550 fps for the crosshead rate of 1.5 mm/min and 650 fps for the crosshead rate of 2.0 mm/min.
The computation of the strain field around the crack tip was conducted using the GOM Correlate Software with a subset region (facet) of 19 pixels by 19 pixels centred at every computational point and point distance of 17 pixels (the latter value defines the overlap between the two facets); the computation option of ‘more points’ was used to provide higher computational point density for bilinear interpolation. For the surface creation, the software finds square facets in the acquired images or stages, and it identifies the facets by the stochastic pattern structure. The facet should contain more than three pattern points to identify the facets for all stages/images. This subset size/facet choice was based on the experimental results; as presented in the “Results” section, the tensile failure strain was compared to the DIC strain in the vertical direction close to the crack tip to determine the optimal subset size. Too small a subset leads to overestimating the cohesive strain, and too big a subset size underestimates the cohesive strain.
The fracture properties of PBX-1, specifically the \({K}_{IC}\), critical stress intensity factor, and \({G}_{IC}\), critical energy release, are calculated based on the LEFM testing protocol ISO 13586 [34, 35].
The provisional value of stress intensity factor, \({K}_{Q}\), was calculated using:
where \(B\) is sample thickness, \(W\) is sample width, \({P}_{max}\) is the load at failure, \({a}_{cr}\) is the critical crack length, and \(f\) is the calibration factor obtained as a function of the ratio \({a}_{cr}/W\) [36]. \({K}_{Q}\) can be further validated using the sizing criteria as defined below:
If the LEFM sizing criteria is met, then \({K}_{Q}\) is equal to \({K}_{IC}\). Furthermore, the strain energy \({G}_{IC}\) can be determined from:
where \(\varphi\) is the energy calibration factor obtained as a function of the ratio \(a/W\) [36] and \(U\), is the fracture energy:
where \({C}_{Q}\) is the measured compliance and \({C}_{cor}\) is the corrected compliance.
Determination of Cohesive Zone Parameters
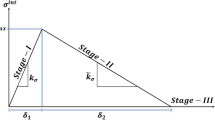
The cohesive law for the HMX crystals/matrix interface of PBX-1 is divided into three stages I-III [6, 12, 13], and for simplification purposes, the bi-linear law is chosen for this study as shown in Fig. 6(a). Several studies have shown that the cohesive law is shape-independent, provided that the interface fracture toughness, which is equal to the area under the traction versus separation law curve, remains the same [12, 13, 39]. Each stage can be defined according to the relationship between the normal traction stress,\({\sigma }_{int}\), and the opening displacement on the surface, \({\delta }_{ic}\), see Fig. 6(a).
-
Stage-I:
$${\sigma }_{int}={k}_{1}{\delta }_{ic},\ \mathrm {for} \qquad {\delta }_{ic}<{\sigma }_{int}^{max}/{k}_{1}$$ -
Stage-II:
$$\begin{array}{l}{\sigma }_{int}=\left(1+{k}_{2}/{k}_{1}\right){\sigma }_{int}^{max}-{k}_{2}{\delta }_{ic}, \mathrm{for}\\ {\sigma }_{max}^{int}/{k}_{1}<{\delta }_{ic}<{\sigma }_{int}^{max}\left(1/{k}_{1}+1/{k}_{2}\right)\end{array}$$(9) -
Stage-III:
$${\sigma }_{int}=0, \ \mathrm {for}\qquad {\delta }_{ic}>{\sigma }_{int}^{max}\left(1/{k}_{1}+1/{k}_{2}\right)$$where, \({k}_{1}\) is the interface linear stiffness, \({k}_{2}\) is the interface softening stiffness and \({\sigma }_{int}^{max}\) is the cohesive interface strength, as shown in Fig. 6(a). The area under the bi-linear cohesive law is equal to the interfacial energy release rate, \({\gamma }_{if}\).

PBX-1 cohesive law, a a schematic of the Normal Traction versus Normal Displacement for the particle/matrix interface in PBXs, and b a schematic of the particle size distribution in PBXs
The initial linear stiffness, \({k}_{1},\) of the interface can be determined from the macroscopic linear elastic bulk modulus, \(\overline{K }\), of the composite, using the method of Tan et al. [6], briefly summarised here. Consider the composite as a polymer containing spherical particles that have different radii \({R}_{fN}\) (N = 1, 2, …) with corresponding volume fraction, \({\phi }_{fN},\) see Fig. 6(b). Then, if the relationship between the normal traction stress, \({\sigma }_{int},\) and the opening displacement on the surface, \({\delta }_{ic,}\) is linear, the linear elastic bulk modulus, \(\overline{K }\), can be expressed as follows:
where \({\varnothing }_{f}\) is the volume fraction, \({E}_{m}\) and \({v}_{m}\) are the Young’s modulus and Poisson’s ratio of the matrix, respectively, \({K}_{m}={E}_{m}/\left[3\left(1-2{v}_{m}\right)\right]\) is the bulk modulus of the matrix and \({\alpha }_{N}\) is the ratio of the average stress in the particles of radius \({R}_{fN}\) to the average stress in the matrix during stage-I given by:
where \({K}_{f}\) is the bulk modulus of the filler particles, and \({\mu }_{m}={E}_{m}/\left[2\left(1+{v}_{m}\right)\right]\) is the shear modulus of the matrix. The interface linear stiffness, \({k}_{1}\), is determined by combining equations (10) and (11) and with knowledge of the particle size distribution as shown schematically in Fig. 6(b) as well as the value of the bulk modulus, \(\overline{K }\). The latter is obtained from the experimental values of the Young’s modulus, \({E}_{\mathrm{c}}\), and the Poisson’s ratio, \({v}_{c}\), of the composite through \(\overline{K }={E}_{\mathrm{c}}/\left[2\left(1+{v}_{c}\right)\right]\) where \({v}_{c}\) may be determined using the rule of mixtures:
with \({v}_{f}\) being the Poisson’s ratio of the filler.
As already mentioned, the relationship during stage-I between the average stress in the particles of radius \({R}_{fN}\), \({\sigma }_{fN}\), and the average stress in the matrix, \({\sigma }_{m}\), is:
The macroscopic stress \(\bar{\sigma }\) in the composite is the volumetric average value of the stresses in the particle and matrix:
As the values of \({\alpha }_{N}\) are obtained from equations (10) and (11), the average stresses in the matrix,\({\sigma }_{m}\), and the particles, \({\sigma }_{fN}\), can be obtained from equations (13) and (14), provided the macroscopic \(\bar{\sigma }\) value is known. As the particle/matrix interface reaches Stage-II, both the normal traction stress \({\sigma }_{int}\) and the macroscopic stress,\(\bar{\sigma }\), reach their critical values, \({\sigma }_{int}^{max}\) and \({\bar{\sigma }}^{max}\), respectively. Under the hydrostatic tension condition, the normal traction stress \({\sigma }_{int}\) at the particle/matrix interface is the same as \({\sigma }_{fN}\). As the value of \({\bar{\sigma }}^{max}\) can be obtained experimentally from the DIC analysis of the CT test data, the value of \({\sigma }_{int}^{max}\) may also be obtained.
The interface softening stiffness, \({k}_{2}\), can be determined from the equivalence of the cohesive energy on the micro-scale and macro-scale. During the crack process, the total cohesive energy, \(U\), is given by:
where \(A\) is the projected area of the crack surface, \({\int }_{0}^{{\delta }_{c}}\bar{\sigma }d\delta\) is the total area underneath the curve of the macroscopic cohesive law obtained from the DIC analysis, \(\bar{\sigma }\) and \(\delta\) are the macroscopic stress and crack opening width, respectively, and \({\delta }_{c}\) is the critical crack opening width at which the macroscopic stress reaches zero.
Here it is assumed that the particles do not fracture; though there are higher stresses in the filler particles owing to the higher stiffness than the matrix, the particle stress values are still lower than the fracture strength of the particles during the crack growth process, i.e. the crack only propagates through the matrix and along the particle/matrix surface. In this case, the total cohesive energy, \(U\), is given by:
where \({U}_{m}\) is the energy released due to the tearing of the matrix and \({U}_{if}\) is the energy released from debonding at the particle/matrix interface. The values of \({U}_{if}\) and \({U}_{m}\) are given by:
where \({A}_{if}\) is the area of the particle/matrix interface, \({A}_{m}\) is the area of the torn matrix, and \({\gamma }_{m}\) is the energy per unit area consumed for the matrix fracture. The volume fraction is associated with the interface area through the following relation:
The value of \({\gamma }_{m}\) was taken from Williamson et al. [40], who measured the polar and dispersive components of the surface energy of the nitrocellulose based energetic binder using the Wilhelmy plate technique as 1.0 mJ/m2 and 41.5 mJ/m2, respectively for a temperature of 20 °C. These values lead to a total surface energy of 42.5 mJ/m2 and multiplying by a factor of 2 gives the \({\gamma }_{m}\) value of 85 mJ/m2.
Finally, combining equations (15)–(19), the value of the interface softening stiffness, \({k}_{2}\), can be expressed as:
Results
All test results presented here are average values with the error bar set to one standard deviation in all graphs, while in the tables, all results are presented as the average and associated range.
Tensile, Compressive and Flexure Test Results
The uniaxial test results at a crosshead rate of 0.2 mm/min and temperature of 20 °C, and the flexure test results at 1.47 mm/min at 20 °C, are summarised in Table 1. Average stress–strain curves are shown in Fig. 7. It is apparent that the failure stress, failure strain and Young’s modulus values from uniaxial tension are lower than the compressive and corresponding flexure values; similar findings were reported by Ellis et al. [41] for PBX materials. Figure 8 shows a fractured compression sample after testing with visible compression shear bands. For uniaxial compression samples, shear bands were developed before the ultimate fracture, as shown in Fig. 8, and these findings agree with the research findings of Ellis et al. [41] and Williamson et al. [10].

PBX-1 stress–strain data at 20 °C, red asterisk shows where the fracture initiated as determined through visual inspection, a tensile testing at a crosshead rate of 0.2 mm/min, b compressive testing at a crosshead rate of 0.2 mm/min, and c three-point bend flexure testing at a crosshead rate of 1.47 mm/min

PBX-1 fractured compression samples tested at 20 °C and crosshead rate of 0.2 mm/min, a fractured sample shows shear-induced fractures, and b magnified view of shear fracture
The failure strain of PBX-1 is very small (< 1%), but it cannot be classed as a brittle material, as high strain localization in the form of shear bands took place; similar findings were reported by Williamson et al. [10]. The shear bands' formation affects the mechanical response, but they also play a significant role in the explosive’s initiation [42,43,44,45,46,47]. The effect of the polymeric binder or the crystal’s morphology on the shear band formation under compressive loading is unknown. However, Williamson et al. [10] argued that crystal morphology rather than the binder material properties [10] played a more significant role.
Compact Tension Test Results
Figure 9 shows a typical fractured compact tension sample, and it also shows the fractured surfaces, which indicated the possible failure at the particle/matrix interface, as the filler crystals were evident through a visual examination and fractured surfaces seemed rough. Zhang et al. [12] showed that the fracture surface roughness was a function of the particle size [12, 13] with larger particles leading to rougher fracture surfaces [48].

PBX-1 fractured compact test specimen, a fractured specimen after testing, nominal dimensions before fracture 52 mm × 50 mm × 20.8 mm, and b fractured specimen surfaces
The average load–deflection curves at the temperature of 20 °C and different crosshead rates are shown in Fig. 10. It is apparent that the response is rate independent.

Load versus pin separation at 20 °C obtained from the PBX-1 CT specimens at different crosshead rates: a 0.2 mm/min, b 0.5 mm/min, c 1.0 mm/min, d 1.5 mm/min, e f 2.0 mm/min, and f average response of all rates
The load versus pin separation data at the crosshead rate of 0.2 mm/min and temperatures of 10 °C, 20 °C, 30 °C, and 40 °C are shown in Fig. 11(a). It is observed that the material response is more compliant as the temperature rises; the maximum point (onset of fracture) occurs at decreasing stress as temperature increases. However, similar pin separation values for 10 °C and 20 °C are observed at the maximum point, whilst the latter occurs at increasing pin separations as temperature increases further. Iqbal et al. [14] tested the rheological behaviour of the binder in PBX-1 as a function of temperature (0 °C–60 °C) using strain sweep tests. Their data showed that the storage modulus only dropped significantly above 25 °C; this could explain the marked increases in pin displacement at the maximum point at 30 °C and 40 °C in Fig. 11(a).

Results from PBX-1 CT tests a load versus pin separation at crosshead rate 0.2 mm/min and different temperatures (10 °C, 20 °C, 30 °C, and 40 °C), and b PBX-1 fracture properties (\({K}_{IC}, {G}_{IC}\)) versus temperature
Furthermore, the values of \({G}_{IC}\) and \({K}_{IC}\) were calculated using the method presented in the “Materials and Methods” section. The conditions were confirmed as plane strain through the LEFM sizing criteria in equation (6). Figure 11(b) shows that \({K}_{IC}\) and \({G}_{IC}\) values decrease as the temperature increases, similar findings are reported in other studies [12, 39, 49, 50].
Table 2 summarises all the material properties of the PBX-1 composite at 20 °C and its constituents (matrix and filler). The composite properties are those obtained from this study, and the properties of the filler and matrix are taken from [7] and [20], respectively.
Determination of the Interfacial Properties for the CZM Law
The CT test data were further used to estimate the bi-linear cohesive zone interface properties via DIC and the method described in the “Materials and Methods” section [6]. Specifically, the microscopic interfacial CZM parameters, i.e., the initial linear stiffness, \({k}_{1}\), the cohesive strength, \({\sigma }_{int}^{max}\), softening stiffness, \({k}_{2}\), and the cohesive fracture energy release rate, \({\gamma }_{if}\), were determined from the DIC test data.
Figure 12(a) shows the pattern recognition in GOM correlate, and Fig. 12(b) shows the pattern quality for the DIC sample; 100% of DIC elements passed (colour green) the quality check which was performed to ensure that the computed results through stochastic pattern recognition were acceptable. Specimens with poor quality stochastic pattern recognition failed the quality checks and were disregarded. Next, the surface components were calibrated using the specimen edges as markers of known dimensions to calculate displacement, and finally, the rigid body motions were removed to compute the relative displacement values.

DIC data checks, a sample pattern visualization in GOM Correlate, image size: 12 mm × 12 mm, 656 × 652 pixels, and b PBX-1 DIC pattern quality check, the entire green on the scale bar indicates that all stochastic patterns are excellent quality and all the stochastic patterns are recognised by the GOM software as there is no yellow, orange or red region
Displacement vectors and contour plots were plotted as shown in Fig. 13 at an instant after the crack propagated across the sample; similar plots were reported by Zhang [13], Zhang et al. [12] and Tan et al. [6], giving confidence in the results of this study. The vector contour plot, particularly Fig. 13(a), shows that the crack was passing through the centre of the specimen, where the vectors flipped direction as expected. Although, for brevity, only data derived from one sample are shown here (crosshead rate of 0.2 mm/min, and temperature of 20 °C), similar trends and vector plots were obtained for all the CT tests performed.

DIC displacement vector plot of PBX-1 specimen at failure, FOV: 12 mm × 12 mm and subset size of 19 pixels × 19 pixels, crosshead rate of 0.2 mm/min, and temperature of 20 °C: a Y-displacement contour plot, and b X-displacement contour plot. The plots shown correspond to the instant after the crack has propagated through the sample
The strain and displacement contour plots are shown in Fig. 14 for a sample tested at a crosshead rate of 0.2 mm/min, and a temperature of 20 °C at maximum load, i.e., at the instant just before the crack initiated. Similar DIC data were obtained for all other tested samples (results not shown). For clarity, the speckle pattern is not shown, and the results for the central section are also not included as the DIC computed strain values were not reliable across the fracture plane. Figure 14(a) shows the vertical displacement, Fig. 14(b) shows the horizontal displacement and Fig. 14(c) and (d) show the corresponding strains. From Fig. 14(c), it is apparent that the maximum cohesive strain (\({\varepsilon }_{y}\)) is not at the pre-notch tip, instead it is approximately 1.6 mm ahead of the crack-tip, indicating that a cohesive zone is developed ahead of the crack tip; this is in agreement with findings reported by Tan et al. [6] and Zhang et al. [12]. Furthermore, it was observed that the maximum strain in the vertical direction close to the crack tip (\({\varepsilon }_{y}\)) is in the order of 0.25%, in red contours in Fig. 14(c), which is in good agreement with the average tensile failure strain measured from the experiments (0.27% in Table 1).

PBX-1 DIC results at a crosshead rate of 0.2 mm/min and temperature of 20 °C, FOV: 8.5 mm × 8 mm, a Y-axis displacement (\({y}_{d}\)), b X-axis displacement (\({x}_{d}\)), c Y-axis strain (\({\varepsilon }_{y}\)), and d X-axis strain (\({\varepsilon }_{x}\)). The plots shown are taken from images corresponding to the maximum load just before crack initiation
The strain shown in Fig. 14 can be converted to stress assuming linear elasticity and knowing the Young’s modulus of the material. Taking the case of 20 °C first, the tensile modulus average value of 675 MPa shown in Table 1 was used to multiply the strain component \({\varepsilon }_{y}\) normal to the notch in Fig. 14(c) and along the lines just above and below the fracture plane to obtain the values of the cohesive stress. The normal separation across the fracture plane was obtained by the corresponding difference in the normal displacements, Fig. 14(a), just above and below the fracture plane. This process was repeated for all samples of PBX-1 tested at different crosshead rates and a temperature of 20 °C, and the resulting macroscopic cohesive stress versus separation laws are shown in Fig. 15. It is evident that the cohesive stress versus separation data are independent of rate for the range studied here. This also agrees with the rate independent load–displacement data shown in Fig. 10(f).

Macroscopic cohesive stress versus crack opening displacement law for PBX-1 under the quasi-static condition at 20 °C, and crosshead rates of 0.2 mm/min, 0.5 mm/min, 1.0 mm/min, 1.5 mm/min, and 2 mm/min
The macroscopic cohesive law is shown to have a steep rising part before reaching the average maximum stress value of 1.75 MPa. The stress then starts to decrease rather nonlinearly, reaching values close to zero at a critical separation of about 0.04 mm. The stress value does not drop to zero exactly at 0.04 mm vertical opening displacement, and this is believed to be due to the residual strain from the binder’s viscous dissipation and self-adhesion. The behaviour was approximated as bi-linear, in agreement with similar assumptions for other PBXs [4, 6]. The area under the two lines of the cohesive stress–opening displacement is the energy release rate of the composite and is calculated as 35 N/m. This value agrees with the experimentally (\({G}_{C}\)) calculated value using equation (7), which was 33 N/m (see Fig. 11 at 20 °C). Similar findings were reported by Zhang [13]. This good agreement provides confidence in the derived interface cohesive law properties estimated from the DIC method.
The microscopic cohesive law at the interface is next obtained from the method described in the “Materials and Methods” section. The value of \({k}_{1}\) determined by combining equations (10) and (11) was 0.47 GPa/μm. It is worth noting here that \({k}_{1}\) has been found to not have a significant impact in micromechanical numerical models where the interface between the particles and the matrix is modelled using the cohesive zone law. Instead, too large a value may result in numerical convergence problems, whilst too small a value may lead to artificial compliance [20]. Furthermore, the values of \({\alpha }_{N}\) derived from equations (10) and (11) were very close to unity for all values of \({R}_{fN}\), specifically ranging from 1.00000 for the 3 μm radius particles to 1.00266 for the 256 μm radius particles. This is in agreement with Tan et al. [6], who used this method to determine the cohesive interface properties in PBX 9501. It was suggested that this is because (i) the bulk modulus of the particles is much larger than the Young’s modulus of the matrix, \({E}_{m}\) (ii) the value of \({k}_{1}\) when multiplied by even the smallest particle radius (here 3 μm) is much greater than \({E}_{m}\) and (iii) the value of \({v}_{m}\) is close to 0.5. All these conditions are satisfied for PBX-1 here too (with the bulk modulus of the particles readily calculated as 12.5 GPa from Table 2).
With the values of \({\alpha }_{N}\) very close to unity, the calculated value of \(\left[\left(1-{\phi }_{f}\right)+\sum {\phi }_{fN}{\alpha }_{N}\right]\) in equation (14) is 1.00, hence \(\bar{\sigma }= {\sigma }_{m}= {\sigma }_{fN}\) for PBX-1, and the microscopic cohesive strength of the particle/matrix interface is equal to the macroscopic cohesive strength, i.e. \({\sigma }_{int}^{max}\) is equal to 1.75 MPa from Fig. 15.
Finally, the value of \({k}_{2}\) is determined through equation (20) and Fig. 15 as 38.4 MPa/mm. Knowing all three values of \({k}_{1}\), \({\sigma }_{int}^{max}\) and \({k}_{2}\), allows the construction of the interfacial traction–separation cohesive law for PBX-1. The area underneath this bi-linear law gives a value of 39.9 N/m for the interface cohesive energy release rate, \({\gamma }_{if}\).
Table 2 shows the comparison of the PBX-1 material properties with other highly filled composite material properties: PBX 9501 [4,5,6] (50% Estane and 50% nitroplasticizer with HMX at a volume fraction of 92.7%), PBX 9502 [20, 24] (KELF800 binder, a chlorotrifluoroethylene and vinylidene fluoride copolymer, filled with triaminotrinitrobenzene, TATB, at a volume fraction of 93%) and a polymethyl methacrylate (PMMA) matrix filled with alumina trihydrate (ATH) at a volume fraction of 40% [12, 13]). All these four cases of particulate composites have been characterised using the same experimental method for defining the interfacial cohesive zone parameters. Table 2 shows that in all four cases, the particulate composite Young’s modulus (\({E}_{c}\)) is higher than the Young’s modulus of the binder (\({E}_{m}\)) but lower than the filler (\({E}_{f}\)) [4, 6, 13, 20, 21, 24] as expected. It is difficult to compare the interfacial CZM parameters across the four materials shown in Table 2, as there are many different parameters in each composite, including the matrix and filler material properties, the volume fraction, and the particle size distribution. PBX-1 and PBX 9501 have the same filler material, HMX, and their volume fractions are not far off from each other, i.e. 88% and 93%, respectively. The binder material of PBX-1 is approximately ten times softer (Young’s modulus of 0.09 MPa) than the binder in PBX 9501 (Estane, Young’s modulus of 1 MPa). Interestingly it is observed that despite the differences in the particle size distribution and the respective binder properties for PBX-1 and PBX 9501, the values \({\sigma }_{int}^{max}\) are very close and the values for \({k}_{2}\) and \({\gamma }_{if}\) are within the same order of magnitude. Table 2 also shows that the interface cohesive energy, \({\gamma }_{if}\), of PBX-1 is lower than all other composite cohesive energies except for PBX 9502 which has a fluorocarbon binder. PBX-1 is also softer than all other highly filled materials presented in Table 2. The PMMA/ATH composite has the stiffest binder (highest \({E}_{m}\)) of all cases. Therefore, for a much lower volume fraction (40% as opposed to approximately 90% of the PBX materials), it leads to a relatively high value of \({E}_{c}\). The values of \({\sigma }_{int}^{max}\) and \({\gamma }_{if}\) are also comparatively larger.
Apart from the data corresponding to 20 °C presented above, fracture experiments using CT samples were also conducted at 10 °C, 30 °C and 40 °C and a crosshead rate of 0.2 mm/min. The DIC data corresponding to the temperature of 30 °C suffered from a very high scatter and could not be used to extract the cohesive zone properties at this temperature. The contour plot output of the DIC displacement and strain results in the X and Y directions at 40 °C and a crosshead rate of 0.2 mm/min are shown in Fig. 16. Figure 16(a) shows the vertical displacement, whereas Fig. 16(b) shows the horizontal displacement. Figure 16(c) shows that the maximum cohesive strain (\({\varepsilon }_{y}\)) is not at the pre-notch tip, instead it is approximately 1.0 mm ahead of the crack-tip which indicates that a cohesive zone is developed ahead of the crack tip, as in the 20 °C test case; similar findings were reported by Tan et al. [6] and Zhang et al. [12]. Figure 16(d) shows the strain in the X-direction. Figures 14 and 16 demonstrate that the DIC data at 20 °C and 40 °C results in similar trends in terms of strain fields and relative displacement fields, as expected. The DIC data for 10 °C are not shown for brevity, but they also appear very similar to Figs. 14 and 16.

PBX-1 DIC results, FOV: 8.0 mm × 7.5 mm, crosshead rate of 0.2 mm/min and at temperature of 40 °C, a Y-axis displacement (\({y}_{d}\)), b X-axis displacement (\({x}_{d}\)), c Y-axis strain (\({\varepsilon }_{y}\)), and d X-axis strain (\({\varepsilon }_{x}\)). The plots shown are taken from images corresponding to the maximum load just before crack initiation
The DIC images can be processed as in the case of the 20 °C tests to obtain the macroscopic and the microscopic interfacial cohesive laws for 10 °C and 40 °C. However, the values for the composite’s Young’s modulus, \({E}_{\mathrm{c}}\), and Poisson’s ratio, \({v}_{c}\), as well as the binder modulus, \({E}_{m}\), and surface energy, \({\gamma }_{m}\), at these temperatures are required. Williamson et al. [40] reported compressive data of a PBX (HMX crystals in a gel-based system with 91% filler mass fraction) for various temperatures. They showed that the modulus did not change significantly in the temperature range of -48 °C to 40 °C. Therefore, the same value of \({E}_{\mathrm{c}}\) and \({v}_{c}\) were used for 10 °C and 40 °C as for 20 °C in this study (see data in Table 2). Furthermore, Williamson et al. [40] measured the glass transition temperature, \({T}_{g}\), of the gel-based binder as -63 °C. As this is much lower than the lowest temperature of the present study and in the absence of independent experimental data, it was also assumed that the value of \({\gamma }_{m}\) is also constant at 85 mJ/m2. The values for the binder modulus Em are taken from Iqbal et al. [14] and Iqbal [51] and they are 0.11 MPa and 0.07 MPa for 10 °C and 40 °C, respectively. The Poisson's ratio of the matrix was assumed to stay constant at 0.499 (see Table 2).
The resulting macroscopic cohesive stress versus crack opening displacement plots are shown in Fig. 17(a) and (b) for 10 °C and 40 °C, respectively. The average macroscopic cohesive laws for 10 °C, 20 °C and 40 °C are plotted together in Fig. 17(c) for comparison purposes. It is clear that the cohesive law of 10 °C is very similar to 20 °C whereas at 40 °C the value for \({\bar{\sigma }}^{max}\) and the initial loading slope are significantly lower. Interestingly, the macroscopic critical separation was found to be approximately constant for all three temperatures at 0.04 mm. The areas under the macroscopic cohesive laws shown in Fig. 17 result in macroscopic energy release rates of 38 N/m and 27 N/m for 10 °C and 40 °C, respectively. These values are comparable with the values shown in Fig. 11(b), which were calculated using the LEFM testing protocol on CT test data. Hence, this gives further confidence to the DIC extracted data.

Macroscopic cohesive law for the PBX-1 at a crosshead rate of 0.2 mm/min, a 10 °C, b 40 °C, and c comparison between average cohesive laws at 10 °C, 20 °C and 40 °C
The microscopic interfacial cohesive zone parameters for 10 °C and 40 °C were then extracted following the same procedure as at 20 °C. The results are presented in Table 3 for all three temperatures for comparison purposes. It is observed that there is a significant decrease in the cohesive zone parameters \({k}_{2}\), \({\sigma }_{int}^{max}\) and \({\gamma }_{if}\) as the temperature increases. Therefore, the adhesion between the filler and the binder is decreased considerably. For the same applied load at the interface, there is potentially a greater likelihood that interfacial debonding will occur as temperature increases, even in this relatively small temperature range. On the contrary, the value of \({k}_{1}\), which describes the behaviour before the onset of damage, did not change significantly with temperature. These microscopic scale results seem to agree with literature reporting the macroscopic properties of these PBX systems. Specifically, Williamson et al. [10] reported that the elastic modulus does not change significantly within this temperature range, whereas the maximum strength decreased with temperature. The macroscopic energy release rate was also found to decrease with temperature in the present study, see Fig. 11(b).
Conclusions
The properties of the interface between explosive crystals and binders in PBX materials is of paramount importance for their mechanical response. Friction between debonded crystals may also lead to hot spots and accidental detonation. This study characterises the macroscopic properties of PBX-1 determined through uniaxial tensile, uniaxial compression and flexure testing, and Compact Tension tests as a function of test rate and temperature. DIC data obtained from the CT tests local to the crack tip were also employed to determine the microscopic interfacial cohesive zone properties. There was no effect of test rate on the cohesive properties within the range studied (0.2 mm/min – 2 mm/min), whereas the interfacial cohesive strength and energy release rate dropped significantly as temperature increased from 10 °C to 40 °C. The interfacial cohesive zone properties determined in this study are required inputs for future micromechanical simulations linking the microstructure of the PBX composite to its macroscopic response as well as enabling the estimation of hot spot formation at debonded crystal interfaces. The micromechanical models for PBX-1 specifically require properties for the two constituents of PBX-1 (binder and filler) as well as of their interface (CZM parameters). All of these parameters are now available and listed in Table 2. Microstructures based on real images (such as Scanning Electron Microscopy) can be fed to Finite Element Analysis models as Volume Elements, and together with all the material parameter inputs (Table 2) virtual mechanical tests can be performed to derive predictions for the bulk response for PBX-1.
References
Balzer J et al (2004) Behaviour of ammonium perchlorate–based propellants and a polymer–bonded explosive under impact loading. Proc R Soc London Ser A Math Phys Eng Sci 460(2043):781–806
Ide KM, Ho S-Y, Williams DR (1999) Fracture behaviour of accelerated aged solid rocket propellants. J Mater Sci 34(17):4209–4218
Liu C (2003) Specific surface: a missing parameter in high-explosive modeling. Los Alamos National Lab (LANL), Los Alamos, NM (United States)
Tan H et al (2005) The Mori-Tanaka method for composite materials with nonlinear interface debonding. Int J Plast 21(10):1890–1918
Tan H et al (2007) The uniaxial tension of particulate composite materials with nonlinear interface debonding. Int J Solids Struct 44(6):1809–1822
Tan H et al (2005) The cohesive law for the particle/matrix interfaces in high explosives. J Mech Phys Solids 53(8):1892–1917
Akhavan J (2004) Royal Society of Chemistry (Great Britain). The chemistry of explosives. Royal Society of Chemistry Cambridge, UK
Campbell M (2000) Loss of stabilizer as a measure of aging in PBX 9501. Los Alamos National Laboratory, NM (Report no. LA-13506-MS)
Rae P et al (2019) Quasi–static studies of the deformation and failure of β–HMX based polymer bonded explosives. Proc R Soc London A Math Phys Eng Sci 2002(458):743–762
Williamson DM et al (2008) Temperature-time response of a polymer bonded explosive in compression (EDC37). J Phys D Appl Phys 41(8):085404
Siviour C et al (2004) Particle size effects on the mechanical properties of a polymer bonded explosive. J Mater Sci 39(4):1255–1258
Zhang R, Li-Mayer J, Charalambides M (2018) Development of an image-based numerical model for predicting the microstructure–property relationship in alumina trihydrate (ATH) filled poly (methyl methacrylate)(PMMA). Int J Fract 211(1–2):125–148
Zhang R (2017) Experimental and Numerical Investigation of Structural-mechanical property relationships in Alumina Trihydrate reinforced Poly (Methyl Metahcrylate) Composites. Imperial College of Science, Technology and Medicine, London (PhD)
Iqbal M et al (2020) Mechanical characterization of the nitrocellulose-based visco-hyperelastic binder in polymer bonded explosives. Phys Fluids 32(2):023103
Voyiadjis GZ, Al-Rub RKA, Palazotto AN (2004) Thermodynamic framework for coupling of non-local viscoplasticity and non-local anisotropic viscodamage for dynamic localization problems using gradient theory. Int J Plast 20(6):981–1038
Zhou CW, Yang W, Fang DN (2004) Mesofracture of metal matrix composites reinforced by particles of large volume fraction. Theoret Appl Fract Mech 41(1):311–326
Tan H et al (2005) An Energy Approach to a Micromechanics Model Accounting for Nonlinear Interface Debonding. 41st AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit. American Institute of Aeronautics and Astronautics, Tucson, Arizona
Williamson DM (2006) Deformation and fracture of a polymer bonded explosive and its simulants. Department of Physics. University of Cambridge, Cambridge
Williamson D et al (2009) Brazilian disc testing of a UK PBX through the glass transition temperature. APS Shock Compression of Condensed Matter Meeting Abstracts. American Institute of Physics, Nashville, Tennessee
Arora H et al (2015) Modelling the damage and deformation process in a plastic bonded explosive microstructure under tension using the finite element method. Comput Mater Sci 110:91–101
Li-Mayer J et al (2020) Hierarchical multi-scale models for mechanical response prediction of highly filled elastic–plastic and viscoplastic particulate composites. Comput Mater Sci 181:109734
Fleming K AR, Bird R, Burt MWG, Whatmore CE (1985, July) The influence of formulation variables on the growth of reaction in plastic bonded explosives. In Proceedings of the 8th International Detonation Symposium. Albuquerque, New Mexico, USA (pp. 15-19)
Kimura E, Oyumi Y (1998) Shock ignitability test for azide polymer propellants. J Energ Mater 16(2–3):173–185
Arora H et al (2013) An image based approach to modelling plastic bonded explosives (PBX) on the micro scale. The 19th International conference on Composite Materials. ICCM19, Montreal, Canada
Gee RH et al (2007) Molecular dynamics investigation of adhesion between TATB surfaces and amorphous fluoropolymers. Macromolecules 40(9):3422–3428
Rae PJ et al (2004) White-light digital image cross-correlation (DICC) analysis of the deformation of composite materials with random microstructure. Opt Lasers Eng 41(4):635–648
Claydon AJ (2021) Resonant acoustic mixing of polymer bonded explosives. Cranfield University
Barua A, Horie Y, Zhou M (2012) Energy localization in HMX-Estane polymer-bonded explosives during impact loading. J Appl Phys 111(5):054902
Grilli N, Duarte CA, Koslowski M (2018) Dynamic fracture and hot-spot modeling in energetic composites. J Appl Phys 123(6):065101
Harr M (2017) Visualization and Mechanical Response of Damage Mechanisms in HMX Based Energetic Composites. Aeronautics and Astronautics, Mechanical Engineering. Purdue University, West Lafayette, Indiana, pp 1–70
Dienes JK (1979) On the analysis of rotation and stress rate in deforming bodies. Acta Mech 32(4):217–232
Dienes JK (1983) Frictional hot-spots and propellant sensitivity. MRS Online Proc Library Arch 24:373–381
ASTM (2010) Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials-D790M-10. Annual Book of ASTM Standard. American Society for Testing and Materials, West Conshohocken
ISO (2000) Plastics - Determination of fracture toughness (KIC and GIC) - Linear elastic fracture mechanics (LEFM) approach-ISO 13586–2000. ISO 13586–2000. International Organization for Standardization, Geneva
ASTM (2014) Standard Test methods for Plane Strain Fracture Toughness and Strain Energy Release Rate of Plastic Materials-D5045–14. ASTM D 5045. ASTM
American society for testing and materials (1999) D 5045-99 standard test methods for plane-strain fracture toughness and strain energy release rate of plastic materials. Annual book of ASTM standards. West Conshohocken, PA: American Society for Testing and Materials
Vendroux G, Knauss WG (1998) Submicron deformation field measurements: Part 2. Improved digital image correlation. Exp Mech 38(2):86–92
GOM Correlate (2018) GOM Correlate. Braunschweig, Germany
Stapountzi OA (2008) Stiffness and fracture properties of alumina trihydrate filled poly (methyl Methacrylate) composites. Department of Mechanical Engineering, Imperial College London
Williamson D et al (2014) Thermodynamic work of adhesion measurements of polymer bonded explosive constituents via the Wilhelmy plate technique and their application to AFM pull-off experiments. Journal of Physics: Conference Series. IOP Publishing
Ellis K, Leppard C, Radesk H (2005) Mechanical properties and damage evaluation of a UK PBX. J Mater Sci 40(23):6241–6248
Winter R, Field JE (1975) The role of localized plastic flow in the impact initiation of explosives. Proc R Soc London A Math Phys Sci 343(1634):399–413
Frey R (1982) The initiation of explosive charges by rapid shear. Proc. Seventh Symp, Annapolis, Maryland (on Detonation)
Swallowe G, Field JE (1982) The ignition of a thin layer of explosive by impact; the effect of polymer particles. Proc R Soc London A Math Phys Sci 379(1777):389–408
Mohan VK, Bhasu VJ, Field J (1989) Role of adiabatic shear bands in initiation of explosives by drop-weight impact. Ninth Symposium (International) on Detonation. Office of the Chief of Naval Research, Arlington, Virginia
Johnson BP et al (2020) Observing Hot Spot Formation in Individual Explosive Crystals under Shock Compression. J Phys Chem A 124(23):4646–4653
Ho S (1992) Impact ignition mechanisms of rocket propellants. Combust Flame 91(2):131–142
Wiegand DA, Pinto JJ (2011) The Composition Of Polymer Composite Fracture Surfaces As Studied By Xps. MRS Proc 409:281
Rodigan M (2011) Fracture Properties as a Function of Temperature of a Polymer Bonded Explosive. Faculty of Engineering and Physical Sciences University of Surrey, Surrey (MSc)
Gledhill R, Kinloch AJ (1979) A unique failure criterion for characterizing the fracture of propellants. Propellants Explos Pyrotech 4(4):73–77
Iqbal M (2021) Interfacial Failure in Plastic Bonded Explosives. Imperial College of Science, Technology and Medicine, London (PhD)
Acknowledgements
This research was funded by the Atomic Weapons Establishment and the Engineering and Physical Sciences Research Council under the Industrial Cooperative Awards in Science and Technology scheme. The authors would also like to acknowledge Dr David Williamson (University of Cambridge) for useful discussions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflicts of interest and did not involve human or animal participants in their study.
Additional information
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Iqbal, M., Zhang, R., Ryan, P. et al. Mechanical Characterisation and Cohesive Law Calibration for a Nitrocellulose Based–Cyclotetramethylene Tetranitramine (HMX) Polymer Bonded Explosive. Exp Mech 63, 97–113 (2023). https://doi.org/10.1007/s11340-022-00895-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-022-00895-x